How Sorting Machines Use Color to Determine Blueberry Maturity
The journey of a blueberry from a bush to a supermarket clamshell is guided by a critical, visual checkpoint: its color. For centuries, this assessment was subjective, reliant on the human eye and vulnerable to fatigue and inconsistency. Modern blueberry sorting machines have transformed this into a precise, data-driven science. At the heart of this process is the fundamental understanding that a blueberry's external hue is a direct and reliable indicator of its internal sugar content, acidity, and overall ripeness stage. These automated systems do not merely "see" color; they quantify it. By employing sophisticated optical sensors, they capture the exact spectral signature of each individual berry as it travels at high speed. This data is then instantly compared against vast, pre-programmed libraries of color profiles that correspond to specific maturity levels. This allows the sorter to make a definitive, repeatable judgment on whether a berry is ready for the fresh market, better suited for processing, or must be discarded, ensuring that only berries at the optimal stage of ripeness proceed down the packaging line. This technological leap is fundamental to delivering a consistent, high-quality product that meets the exacting standards of today's global supply chains.
The Color Spectrum: From Green to Deep Blue
Observing a blueberry's maturation is like watching a slow-motion sunset in reverse, beginning with the bright greens of youth and culminating in the deep, dusky blues of full maturity. This progression is not random but a biochemical roadmap. Initially, the berry is high in chlorophyll, which gives it a solid green appearance, signaling it is underripe, hard, and tart. As it develops, the chlorophyll breaks down, and anthocyanin pigments—primarily in the blue and red spectra—begin to synthesize and accumulate. This causes the skin to transition through a series of intermediate shades. It may first show hints of red or purple, often appearing as a blush or a mottled pattern, a stage sometimes referred to as "pink" or "red." The final, desired stage for many fresh markets is a uniform, dark blue or purple-blue hue, often with a characteristic light-gray bloom on the surface. This deep color indicates peak sugar development, ideal flavor balance, and proper softness. A blueberry sorting machine is meticulously calibrated to recognize and differentiate every point along this continuum. It can distinguish between a berry that is merely "colored" and one that is truly "ripe," a nuance that is difficult even for experienced human sorters to maintain consistently over a long shift, thereby guaranteeing packout uniformity.
Decoding the Industry's Color Grades: R, GP, BP, and IG
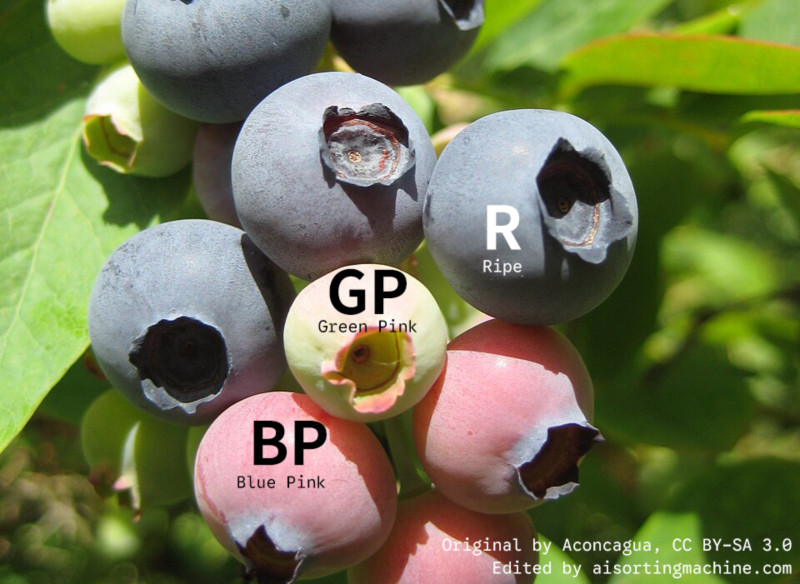
To standardize communication and quality control across the industry, specific color grade codes have been established. These are not just casual descriptions but precise categories that define marketability and value. "IG" stands for Immature Green, describing berries that are entirely green with no blush. These are typically too firm and acidic for fresh consumption and are often diverted for processing or discarded. "BP," or Blue Pink, represents a crucial turning point where the berry is developing color but is not fully ripe. It may exhibit a mix of blue and red/pink areas. While some markets accept a percentage of BP berries, an excess can lead to a mixed and less appealing pack. "GP," or Green Pink, is a less common but noted category for berries showing very early color break, with green still dominant. The premium grade for the fresh market is "R," which stands for Ripe. This category demands a fully developed, dark blue or purple-blue color over virtually the entire surface of the berry. A high-performance blueberry grader doesn't just separate green from blue; it intelligently sorts berries into these specific commercial grades. This allows packers to create perfectly uniform trays of "R" berries for high-end retailers, while confidently routing "BP" berries to appropriate channels, maximizing the value and utilization of the entire harvest.
Beyond Human Vision: How Optical Sensors Detect Subtle Shades
The human eye is a remarkable organ, but it has limitations in consistency, spectral range, and the ability to quantify what it sees. This is where the optical sensors in a modern sorting machine excel. They operate on principles that go far beyond basic human sight. While we see in a combination of red, green, and blue (RGB), these sensors can be tuned to detect specific, narrow wavelengths of light reflected from the berry's surface. This allows them to see contrasts that are invisible to us. For instance, a berry that appears uniformly dark blue to a human might show subtle variations in reflectance at a specific near-infrared wavelength, indicating a slight bruise or the very early onset of mold. Furthermore, these sensors examine every single berry under identical, perfectly controlled lighting conditions, eliminating the variables of shadow, ambient light, and human fatigue. They measure not just the dominant color, but the intensity and purity of that color across the berry's surface. This enables the detection of defects like sunscald, which can bleach patches of the skin, or stem scars that haven't fully healed, ensuring that only berries with perfect cosmetic appearance are selected for the most demanding market segments.
The Technology Behind Color Grading: Cameras and Light
The accuracy of a blueberry color sorter is built upon a synergistic partnership between advanced imaging technology and precisely engineered illumination. It is a system where light is both the paintbrush and the measuring stick. The environment inside the sorting chamber is meticulously controlled to eliminate external light interference, creating a consistent digital "studio" for every berry. The foundation of this system is the lighting array, often using bright, stable LED lights in specific configurations. Some systems use diffuse backlighting to create a sharp silhouette for size analysis, while for color, front-lighting with specific spectral qualities is crucial. This light uniformly bathes each berry, ensuring that the camera captures its true color without shadows or highlights that could distort the reading. The light source itself can be tailored; for example, using ultraviolet (UV) LEDs can cause certain contaminants or mold to fluoresce, making them starkly visible to specialized cameras. This controlled illumination is the first and most critical step, as inconsistent light leads directly to inconsistent grading. Without it, even the most advanced camera would produce unreliable data, highlighting that in optical sorting, consistency in input light is paramount for achieving consistency in output quality.
The Role of High-Resolution CCD and RGB Cameras
Acting as the eyes of the system are high-resolution cameras, typically using Charge-Coupled Device (CCD) or Complementary Metal-Oxide-Semiconductor (CMOS) sensors. In color sorting, industrial-grade RGB cameras are the workhorses. These cameras mimic human color perception but with far greater precision and stability. They contain a filter array that allows each pixel on the sensor to measure the intensity of red, green, or blue light. As thousands of berries pass per hour, these cameras capture rapid-fire images, freezing each one in perfect detail. The resolution is key; a higher resolution allows the system to analyze smaller defects and more subtle color gradients on the small surface area of a blueberry. The data from these pixels is not a simple photograph but a massive grid of numerical RGB values. A perfectly ripe, dark blue berry will produce a distinct pattern of low red, moderate green, and low blue values at each pixel, while a green berry will show high green values. The system's software analyzes this matrix of numbers across the entire berry's image to make its grading decision, transforming visual information into actionable, objective data at an incredible speed.
Advanced Spectral Imaging for Unseen Quality Indicators
For the most demanding quality control, where detecting hidden defects or predicting internal quality is essential, standard RGB cameras are augmented or replaced by multispectral or hyperspectral imaging systems. This represents the cutting edge of sorting technology. While an RGB camera captures three broad bands of light (Red, Green, Blue), a multispectral camera captures several specific, non-contiguous wavelengths. A hyperspectral camera goes even further, capturing hundreds of narrow, contiguous spectral bands, effectively creating a full "spectral fingerprint" for every point on the berry. This is powerful because materials interact with light in unique ways at different wavelengths. For example, water content, cell wall structure, and the presence of certain chemical compounds associated with decay or bruising all affect how light is absorbed and reflected in the near-infrared (NIR) range, which is invisible to humans and RGB cameras. A berry with internal bruising or early-stage mold might look perfectly fine in a standard color image, but its hyperspectral signature will be distinctly abnormal. By training the sorting software on these spectral fingerprints, the machine can reject berries with internal flaws, dramatically reducing the risk of spoilage in transit and ensuring superior shelf life for the consumer.
From Pixel to Grade: How Image Processing Software Works
The raw image data captured by the cameras is just the beginning. The true intelligence of a blueberry sorting machine resides in its sophisticated image processing software. This software acts as the brain, interpreting the flood of pixel data and executing complex decisions in milliseconds. The process starts with image enhancement and segmentation algorithms that clean up the image, isolate each individual berry from the background and from its neighbors on the belt, and correct for any minor variations in lighting. Once a berry is isolated, the software extracts hundreds of features from its image. For color grading, the primary features are the statistical measures of the pixel values—mean reflectance, standard deviation, and distribution across the berry's surface in the relevant color channels. This quantitative analysis removes all subjectivity. The software doesn't "think" a berry looks blue; it calculates that 95% of the berry's surface pixels fall within the defined numerical range for "Ripe - Dark Blue" in its classification model. This model is built using machine learning techniques, where the system is trained on thousands of pre-graded sample images to learn the precise digital signatures of each color grade and defect type, enabling it to generalize and make accurate judgments on new, unseen berries.
Analyzing Reflectance Values to Assign a Color Class
The core of the color decision is the analysis of light reflectance values. Each pixel in the captured image holds a numerical value representing how much light of a specific wavelength was reflected from that tiny spot on the berry. For a standard RGB system, there are three values per pixel: R, G, and B. The software aggregates these values across all the pixels belonging to a single berry. It doesn't just take a simple average; it analyzes the distribution. A perfectly uniform, ripe berry will have a tight cluster of similar RGB values. A berry transitioning from pink to blue (a BP grade) will show a bimodal distribution, with one group of pixels in the pink/red range and another in the blue range. The software uses complex statistical classifiers to compare this distribution against the learned models for IG, BP, GP, and R. It can also detect anomalies, such as a small cluster of pixels with abnormally high reflectance, which might indicate a blemish or scar. By converting color into hard numbers and distributions, the system achieves a level of consistency and accuracy that is utterly unattainable through manual sorting, ensuring every pack meets the specified color profile.
Calibrating the System for Consistent Accuracy
Maintaining this pinpoint accuracy over time, across different batches, and in varying environmental conditions is not automatic; it requires rigorous and regular calibration. Calibration is the process of aligning the machine's perception with an absolute standard. It typically involves running specially designed calibration tiles or boards with known, stable color patches through the system. The software reads the reflectance values from these patches and compares them to the expected, pre-stored values. Any drift in the cameras or lighting—which can occur due to component aging, temperature changes, or dust accumulation—will show up as a discrepancy. The software then applies corrective coefficients to all subsequent readings, effectively "re-zeroing" the system. Furthermore, good operational practice involves periodic validation with physical samples of berries. An operator might run a sample batch, then manually check the berries sorted into each chute to verify the machine's decisions align with human expert assessment on a control sample. This closed-loop feedback ensures the blueberry grader remains a reliable partner in quality control, day after day, season after season.
Why Accurate Color Sorting is Critical for Profit
In the competitive blueberry market, accurate color sorting is not merely a quality control step; it is a direct and powerful driver of profitability and brand reputation. The visual appeal of blueberries in a retail package is the primary factor influencing a consumer's purchase decision. A clamshell or punnet filled with uniformly deep blue, glossy berries signals freshness, sweetness, and high quality, justifying a premium price. Conversely, a mix of green, red, and blue berries appears unripe, inconsistent, and lower in quality, often leading to markdowns or consumer rejection. By implementing precise optical sorting, packers can guarantee this visual uniformity. This allows them to reliably meet the stringent specifications of major supermarkets and exporters, securing valuable contracts and avoiding costly rejections of entire shipments. Furthermore, consistent color is a proxy for consistent eating experience. Berries sorted for uniform ripeness will also have more predictable flavor, texture, and shelf life, leading to higher consumer satisfaction, repeat purchases, and stronger brand loyalty, which are invaluable assets in the long-term business strategy.
Meeting Market Demands for Uniform Ripeness
Modern retail and food service buyers have exceptionally detailed specifications, often outlined in formal product manuals. These specifications frequently include strict tolerances for color grades, for example, requiring a minimum of 95% "R" (Ripe) berries and no more than 2% "IG" (Immature Green) in a package. Manual sorting or less sophisticated equipment simply cannot guarantee compliance with these tight tolerances at commercial throughput speeds. An advanced blueberry sorter, however, is built for this task. It can be programmed to the exact requirements of each order. For a premium export order, the settings can be tightened to allow only the darkest, most uniform berries. For a processing order for jam or yogurt, the parameters can be relaxed to accept more color variation while still removing true defects. This programmability gives packers incredible flexibility to service diverse markets from the same production line. By consistently meeting these precise market demands, a packer builds a reputation for reliability, becoming a preferred supplier and commanding better prices, as buyers are willing to pay more for a product that eliminates their risk of non-compliance and customer complaints.
Reducing Waste by Precisely Removing Underripe and Overripe Berries
Profitability in fresh produce is as much about minimizing loss as it is about maximizing premium sales. Inaccurate sorting leads to two types of costly waste: inclusion errors and exclusion errors. An inclusion error is when an underripe (green) or overripe (soft, leaking) berry is mistakenly packed into a fresh market container. This berry will not ripen properly, may decay quickly, and can even accelerate the spoilage of surrounding berries, potentially leading to a retailer claim or a spoiled entire pallet. An exclusion error is when a perfectly good, marketable berry is mistakenly rejected and sent to waste or low-value processing. Precision color sorting, especially when integrated with firmness sensing, dramatically reduces both errors. By accurately identifying and removing underripe berries, it protects the quality and shelf life of the packed product. By correctly identifying all marketable ripe berries, it maximizes the packout yield from the harvested crop. This dual effect—protecting quality and maximizing recovery—directly translates to more saleable product from the same amount of raw fruit, reducing the effective cost per packed clamshell and boosting the overall margin for the packing operation.
Integrating Color Data with Other Sorting Criteria
The most powerful modern blueberry sorting machines are multi-criteria systems that do not view color, size, or firmness in isolation. They synthesize data from multiple sensors to build a comprehensive quality profile for each individual berry. This holistic approach is key to achieving the highest possible packout quality and value. In these integrated systems, a berry is tracked from the moment it enters the optical chamber. First, backlighting and a high-speed camera capture its silhouette to calculate precise diameter for size grading. Simultaneously, front-lighting and color or spectral cameras capture its surface color and detect external defects. Further along the line, it may pass an acoustic firmness sensor. Crucially, all this data is associated with that single berry's unique ID as it travels on the belt. The central processing software then evaluates all attributes together against a complex set of rules. For instance, the rule might state: "For the 'Premium Large' pack, select berries with diameter >18mm, color grade 'R', and firmness level 'High', while rejecting any with visible blemishes." This multi-sensor fusion allows for incredibly nuanced sorting decisions that mirror how a human would assess overall quality, but at machine speed and consistency.
Combining Color with Firmness for a Complete Quality Profile
Color tells a story about ripeness, but firmness reveals the story of freshness and structural integrity. A berry can be perfectly dark blue (color grade R) yet be overripe and soft, making it unsuitable for long-distance shipping. Conversely, a berry might be firm and robust but still show some pink patches (color grade BP). By combining these two vital metrics, a sorter can make far superior decisions. In practice, after optical sensors assign a color grade, the berry may roll over a series of gentle rollers or be lightly tapped. An acoustic sensor measures the vibration response, which correlates directly with cellular turgor pressure and firmness. The software now has two key data points. It can now create categories like "Ripe & Firm" (ideal for export), "Ripe & Soft" (best for quick local sale or processing), "Turning & Firm" (may still ship well), and "Turning & Soft" (likely for processing). This two-dimensional sorting prevents the costly mistake of shipping soft, ripe berries that will arrive mushy, and also prevents wasting firm, turning berries that could have been marketed successfully. It ensures that every berry is routed to its highest and best use, optimizing the total revenue from the crop.
How Multi-Sensor Fusion Enhances Final Packout Quality
The synergy of multi-sensor fusion culminates in a final packout of exceptional and guaranteed quality. When data from color cameras, spectral imagers, size scanners, and firmness sensors are fused, the machine's decision-making approaches a holistic understanding of quality. For example, a spectral imager might detect a subtle internal defect not visible to the color camera. Even if the berry is the right size and color, the system will reject it based on the fused data, preventing a latent spoilage issue. This fusion also allows for dynamic, weight-based decision-making. The software can be programmed to prioritize certain attributes. In a batch with generally high firmness, color might be the deciding factor for the premium pack. In a batch where color is excellent but firmness varies, the firmness sensor might take precedence. The result is packs that are not just uniform in appearance, but uniform in their likelihood to survive the supply chain and delight the end consumer. This level of quality control builds an unshakeable reputation for the packer, reduces claims and returns, and creates a product that can truly command a premium in the marketplace, turning advanced sorting technology into a clear competitive advantage.