Chute Type Optical Sorting Machine
Belt Type Optical Sorting Machine
Multi Sensor Optical Sorter
AI Optical Sorting Machine
What is Optical Sorter
An Optical Sorter is a specialized sensor-based machine designed to separate materials based on their optical properties such as color, shape, or texture. It falls under the broader category of Sensor-based Sorting Machines, utilizing advanced imaging technologies to achieve precise material classification. This equipment plays a critical role in industries where purity and quality control are paramount, such as food processing, recycling, and mining operations.
Optical Sorters come in various configurations to handle different material flows and sorting requirements. The technology has evolved from simple color-based separation to sophisticated multi-spectral analysis capable of detecting subtle defects invisible to the human eye. These systems represent a significant advancement over manual sorting methods, offering unparalleled speed and accuracy while reducing labor costs and improving product consistency.

How Optical Sorter Works
1 Camera Capture
The instantaneous image is captured through the optical lens and passed to the next link for analysis.
2 Intelligent Classification
AI-powered processors analyze spectral responses in real-time, making 5,000+ decisions per second with 99.95% accuracy for complex material separation.
3 High-Speed Processing
Operates at industrial speeds of 12 tons/hour while maintaining micron-level precision, significantly outperforming traditional optical sorters.
4 Selective Ejection System
256-nozzle air jet arrays remove target materials with 0.01ms timing accuracy, achieving 99.9% pure output streams for premium product quality.
The fundamental working principle of an Optical Sorter involves scanning materials as they pass through a detection zone using high-resolution cameras, hyperspectral imaging, or advanced sensor technologies such as near-infrared (NIR), X-ray, or laser-based systems. As particles travel through the system—typically on a vibrating chute that ensures even distribution or a high-speed conveyor belt—they are illuminated by precisely controlled lighting, often employing LED arrays or specialized light sources tailored to the material's optical properties. This illumination enhances key characteristics such as color, texture, shape, or chemical composition. The sensors capture detailed images or spectral data at extremely high frame rates, which are then processed in real time by sophisticated algorithms, including machine learning and artificial intelligence models. These algorithms classify each particle against predefined parameters such as size, color, or material composition, enabling precise decision-making within milliseconds.
When the system identifies a particle that does not meet the specified quality criteria, it instantly activates a high-speed ejection mechanism. This mechanism typically consists of an array of precisely timed pneumatic air jets, arranged to target individual particles with pinpoint accuracy, diverting the rejected material into a separate rejection channel while allowing acceptable material to continue along its path. In more advanced systems, mechanical flippers or high-speed nozzles may be employed for delicate or heavy materials. The entire process—from detection and processing to ejection—occurs in a matter of milliseconds, enabling modern Optical Sorters to process thousands of particles per second with exceptional accuracy and consistency. This seamless synchronization is critical for large-scale industrial applications, where high throughput, minimal product loss, and stringent quality control are essential.
How to Choose an Optical Sorter
A Professional Selection Guide – Advice from a Leading
Manufacturer
As a manufacturer of optical sorting equipment, we know that a well-matched selection directly impacts your production efficiency and product quality. Drawing on our global experience, this guide helps you systematically evaluate your needs and choose the solution that delivers real value.
1. Define Your Sorting Needs – We Help You Tailor the Solution
Material characteristics & sorting goals
Whether you process nuts, fruits, vegetables, grains, plastics (PET, HDPE, etc.), minerals, or e‑waste,
our technical team starts by understanding your material shape (granules, flakes, chunks), sorting objectives (foreign material removal, quality grading, material
purification), and target purity. This first step ensures precise alignment with the right equipment.
Capacity & process integration
Tell us your required throughput (tons/hour) and your existing production line layout. We will recommend the
suitable model and provide flexible installation options—either as a standalone unit or seamlessly integrated into your current line—to maintain continuous workflow.
2. Core Technology: What Makes Our Sorters More Accurate
The heart of an optical sorter lies in its sensors and algorithms. We integrate multiple advanced sensing technologies based on your application and enhance them with our self‑developed AI models to ensure consistent precision and stability. Below are the core technology options available in our sorters:
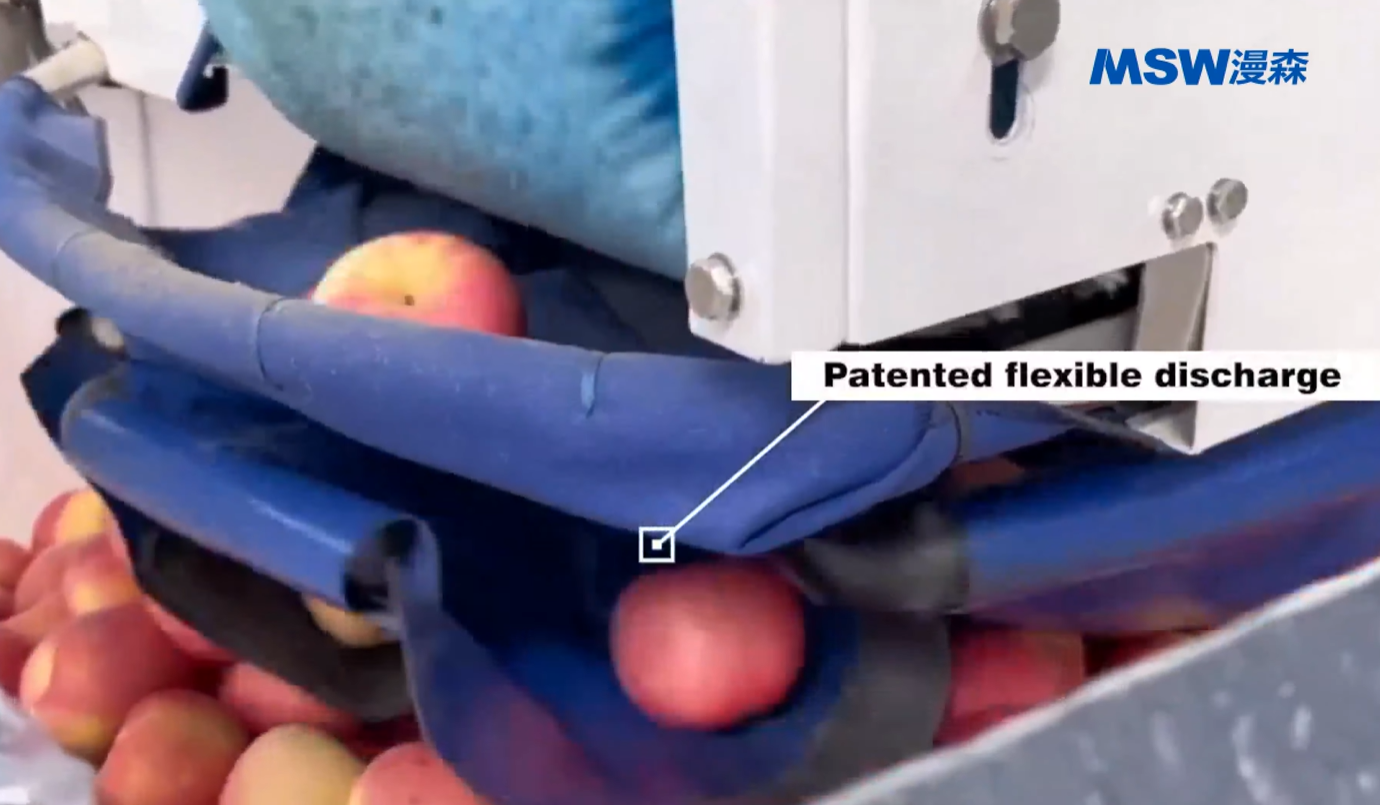
Apple Sorting Process
1. Feeding

2. Cleaning & Feeding

3. Brushing & Drying
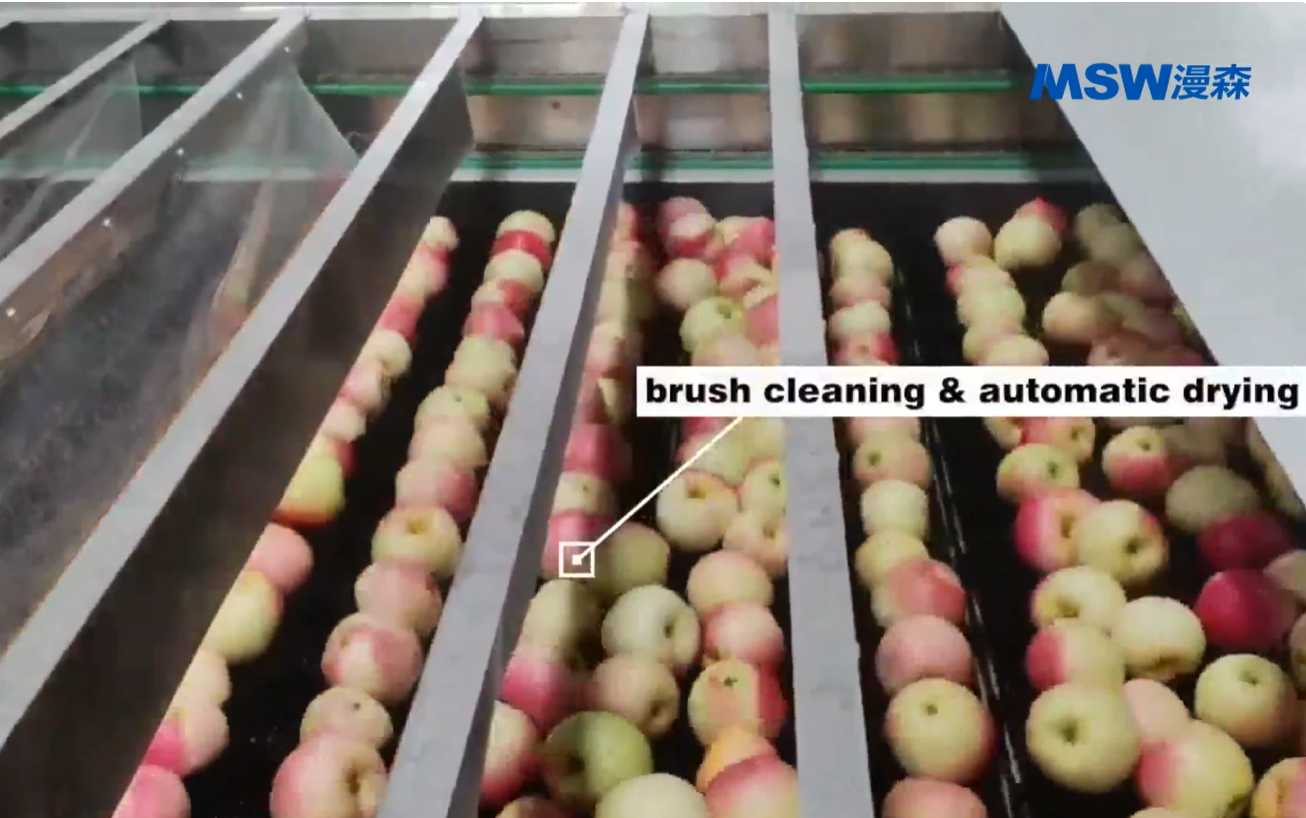
4. Weighing

5. Internal Inspection

6. Apple Grading

7. Flexible Discharge
8. Bin Conveying

9. Packing & Conveying

| Sensor Technology | Principle | Typical Applications |
|---|---|---|
| Visible Camera (RGB) | Color, shape, surface defects | Food sorting, color grading, foreign material removal |
| Near-Infrared (NIR) | Molecular composition | Plastic sorting, wood, paper, specific food component detection |
| Hyperspectral / Multispectral | Detailed material analysis | Premium food sorting, complex recyclables, mineral analysis |
| X-Ray (XRT) | Density differences | Mineral processing, metal separation, high‑density contaminant removal |
| Laser / Fluorescence | Spectral response | Glass sorting, plastic marker recognition, specialty materials |
AI‑powered algorithms & continuous improvement
Our sorters incorporate deep‑learning models that learn material characteristics autonomously and
refine sorting parameters over time. With an intuitive HMI, you can customize sorting rules and access real‑time data reports—making every operation transparent and
under your control.
3. Reliability & Ease of Maintenance: Minimizing Downtime
Robust design built for demanding environments
Modular construction enables quick replacement of key components, reducing downtime. Food‑grade
stainless steel (for food applications) and explosion‑proof options are available to meet various site requirements. An automatic self‑cleaning system keeps lenses and
light sources clean, ensuring stable performance even during continuous long‑run operations.
Hassle‑free maintenance
Common spare parts are easy to source, and we provide both remote diagnostics and on‑site support to keep your line running
with the lowest possible maintenance costs.
4. Calculate the ROI: Proven Value for Your Business
We focus not only on machine performance but also on the value it creates for you:
-
Reduce labor dependency – One sorter replaces multiple manual sorters, directly cutting labor costs.
-
Increase output value – Higher yield, less waste, and premium quality products command better prices.
-
Fast payback – Use our ROI analysis tool to see how the equipment typically pays for itself within a short payback period.
5. Our Support & Services: More Than Just a Machine
Proven industry experience
We have delivered successful solutions for food processing, recycling, and mining customers worldwide. Send us your
material samples—we will conduct free tests and provide a detailed sorting performance report.
Full‑lifecycle service coverage
From installation and commissioning to operator training, after‑sales support, and software upgrades, our local
service network ensures timely responses. Our machines comply with international food contact safety standards, CE, UL, and other certifications, giving you peace of
mind.
6. Start Your Selection Journey – We Walk With You
-
Send samples for free testing – Provide your material, and we verify sorting results.
-
Visit a reference site or virtual demo – See our equipment in action at a customer facility or via live video.
-
Receive a customized proposal & ROI analysis – We deliver a detailed technical solution and a clear investment return projection.
-
Contract & worry‑free delivery – Clear performance specifications, acceptance criteria, full machine warranty, and long‑term technical support.
If you are planning to upgrade your sorting process or have any questions about equipment selection, feel free to contact our technical consultants. We are ready to help you find the perfect match from a professional perspective.
Application Scenarios
Optical Sorters find applications across numerous industries where material purity is critical. In food processing, they remove foreign materials and defective products from streams of grains, nuts, fruits, and vegetables. Recycling facilities use them to separate different types of plastics, metals, and other recoverable materials from waste streams. The mining industry employs these systems for ore sorting, significantly improving processing efficiency by rejecting waste rock early in the beneficiation process.
The technology continues to expand into new areas as sensor capabilities improve. Pharmaceutical companies now use Optical Sorters to verify pill integrity and packaging quality. Electronics manufacturers utilize them for component sorting and quality control. Even the textile industry has adopted these systems for color sorting and defect detection in fabric production. The versatility of Optical Sorters makes them valuable assets in any operation requiring precise material separation.
Purchasing Guide
When selecting an Optical Sorter, several critical factors should be considered to ensure optimal performance. Material characteristics such as size range, moisture content, and flow rate significantly influence machine selection. The required sorting accuracy and percentage of defects in the raw material will determine the necessary sensor configuration and processing power. Facility constraints like available space, power supply, and maintenance access should also factor into the decision-making process.
It's advisable to request material testing from potential suppliers to verify machine performance with actual product samples. Consider not just the initial purchase price but also total cost of ownership, including energy consumption, spare parts availability, and potential for future upgrades. Supplier reputation, installation support, and training offerings can significantly impact the long-term success of the sorting system implementation.
Maintenance Guide
Proper maintenance is essential for maintaining Optical Sorter performance and longevity. Regular cleaning of optical components is crucial as dust or product residue can impair sensor accuracy. The ejection system requires periodic inspection to ensure proper nozzle function and air pressure consistency. Mechanical components like vibratory feeders or conveyor belts need lubrication and tension adjustments according to manufacturer specifications.
Implementing a preventive maintenance schedule can prevent unexpected downtime. This should include regular calibration checks of the sensor system and periodic software updates. Operators should be trained to recognize early warning signs of component wear or system drift. Maintaining proper environmental conditions around the sorter, particularly controlling dust and humidity levels, will significantly extend the equipment's service life and maintain sorting precision.
Technical Specifications
Modern Optical Sorters typically feature high-resolution CCD or CMOS cameras with spectral ranges that can extend beyond visible light into near-infrared (NIR) or even X-ray wavelengths for certain applications. Processing power has increased dramatically, with many systems now incorporating industrial-grade computers capable of analyzing hundreds of images per second. The ejection systems have similarly advanced, with some models featuring hundreds of individually controllable nozzles firing at speeds exceeding 100 milliseconds per pulse.
Throughput capacities vary significantly by machine type and application, ranging from a few kilograms per hour for laboratory-scale units to over 20 tons per hour for industrial food processing machines. Power requirements generally range between 5-20 kW depending on the system size and complexity, with many models designed to operate on standard industrial power supplies. Most Optical Sorters include comprehensive software suites that provide real-time performance monitoring, data logging, and remote diagnostics capabilities.
Specification Comparison
The following provides a brief comparison between the M3 model (representative of Chute Type Optical Sorting Machines) and the B300 model (representative of Belt Type Optical Sorting Machines).
| SPECIFICATION | M3 | B300 |
|---|---|---|
| Power | 2.6 KW | 2 KW |
| Capacity | 2-5 T/H | 1-3 T/H |
| Camera Number | SIX | TWO |
| Accuracy | 99.99% | 99.99% |
| Size (mm) | 1800X1650X2020 | 2750X980X1530 |
| Weight | 750kg | 700kg |
| Sorting Mold | Color identification / Size identification / Edge identification / Texture identification / Shape identification | |
| Camera Pix | 5400 Pixel | |
| Ejector | Super-High Speed Matrix Ejectors | |
| Light Source | LED RGB three-primary color model lighting systems | |
| CCD Sensor | TOSHIBA Micron-sized superior HD RGB | |
| Touch Screen | HITACHI 10.4 inch operation screen system (Remote debugging after connecting to WIFI) | |
Core Features and Advantages
Technical Highlights
Grade Configuration
Each sorting channel configurable for 2-50 grade categories
Throughput
300-800 pieces/min per channel (fruit type dependent)
Damage Rate
≤5% during sorting
Color Cameras
3 cameras per channel for multi-angle inspection
Weight Accuracy
±2g, pass rate 95%
Color Sorting
Accuracy > 95% (coloration percentage based)
Shape Sorting
Accuracy > 95% (irregular shape removal)
Defect Sorting
Accuracy > 95% (blemished fruit removal)
Brix Accuracy
±1°, pass rate 95%
User Interface
Friendly & easy to operate
Intellectual Property
Full independent IP, free software maintenance
Hidden Damage Detection
Accurate identification of invisible bruises
Optical Sorters offer several distinctive features that set them apart from traditional sorting methods. Their ability to perform non-contact sorting ensures material integrity while preventing cross-contamination. The systems incorporate self-learning algorithms that continuously improve sorting accuracy over time, adapting to variations in raw material quality. Many models feature customizable sensitivity settings that allow operators to fine-tune the sorting parameters for different applications or quality standards.
The advantages of Optical Sorters are particularly evident in their operational efficiency and sustainability benefits. They dramatically reduce the need for manual sorting labor while significantly increasing throughput rates. These systems contribute to sustainability efforts by improving material recovery rates in recycling applications and reducing food waste in processing operations. The precision sorting also leads to higher product quality, which translates to better market value and reduced customer complaints about product impurities.