
AI Sorting Machine
AI Sorting Machine is an advanced industrial automation system that utilizes artificial intelligence (AI), computer vision, and deep learning algorithms to automatically sort items or materials. It can identify, classify, and separate objects based on visual characteristics such as shape, color, size, and texture, as well as material type and composition.
At the core of the AI Sorting Machine is its ability to capture data from objects using various sensors, including high-resolution visual camera, CCD, hyperspectral imaging, near-infrared (NIR), and X-ray technologies, along with other data acquisition devices. These images and data are then fused and processed by AI algorithms for analysis, enabling highly precise identification, classification, and separation of materials.
The MSW Technology Group AI Sorting Machine is widely used in agriculture, food processing, mining, recycling, and other industries.


64 Channels Sorting Machine
1 chute 64 channels AI sorter

128 Channels Sorting Machine
2 chutes 128 channels AI sorter

192 Channels Sorting Machine
3 chutes 192 channels AI sorter

256 Channels Sorting Machine
4 chutes 256 channels AI sorter

320 Channels Sorting Machine
5 chutes 320 channels AI sorter

384 Channels Sorting Machine
6 chutes 384 channels AI sorter
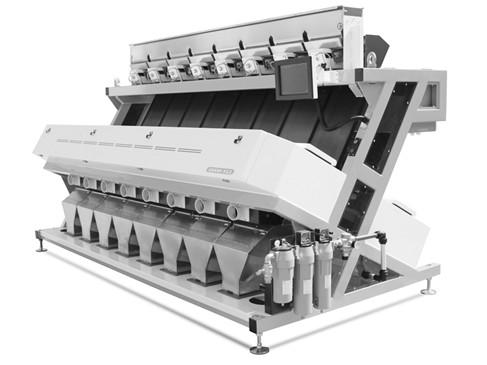
512 Channels Sorting Machine
8 chutes 512 channels AI sorter

640 Channels Sorting Machine
10 chutes 640 channels AI sorter

768 Channels Sorting Machine
12 chutes 768 channels AI sorter
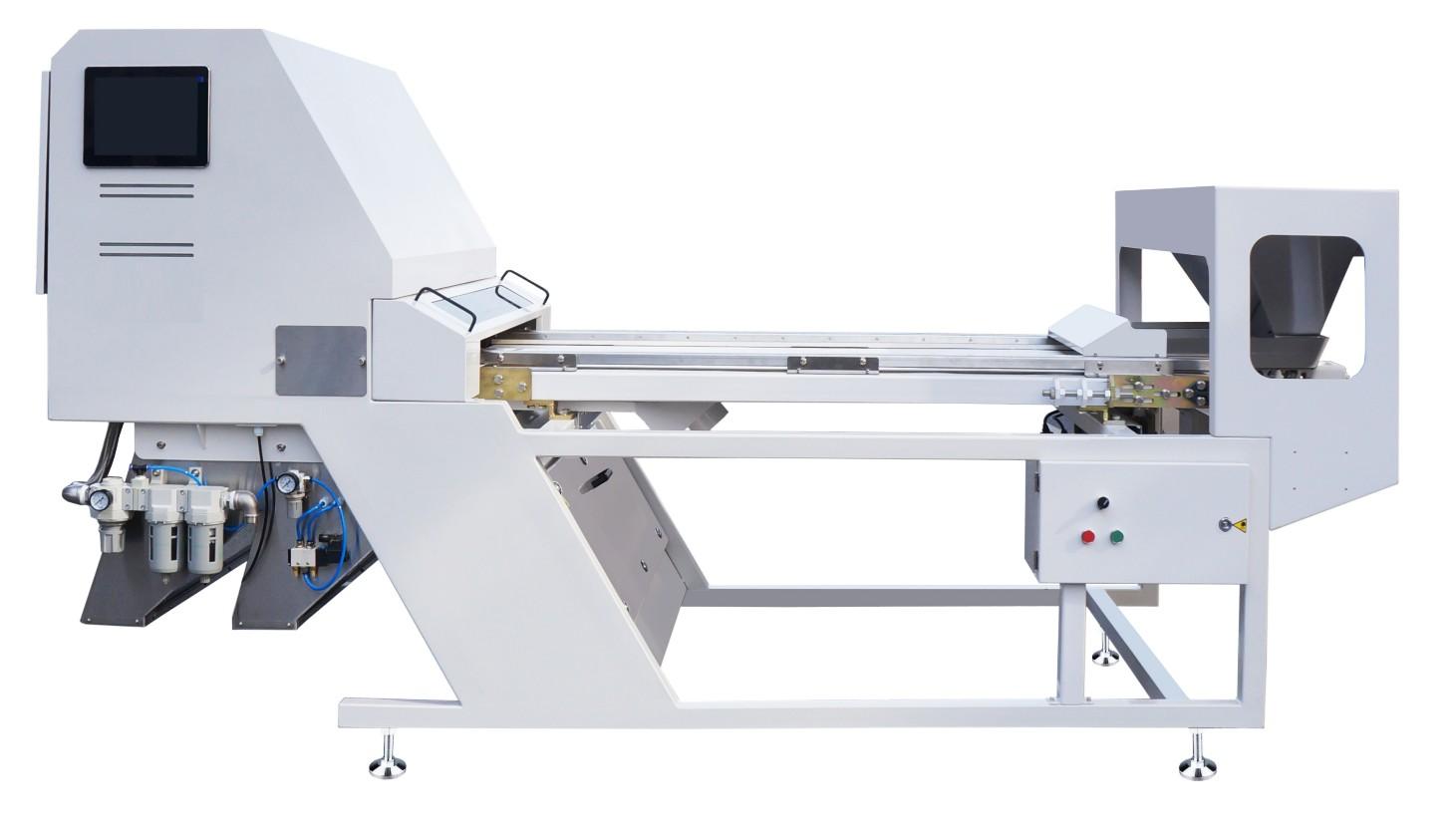
300mm Belt Sorting Machine
300mm Belt Width AI Sorting Machine

600mm Belt Sorting Machine
600mm Belt Width AI Sorting Machine
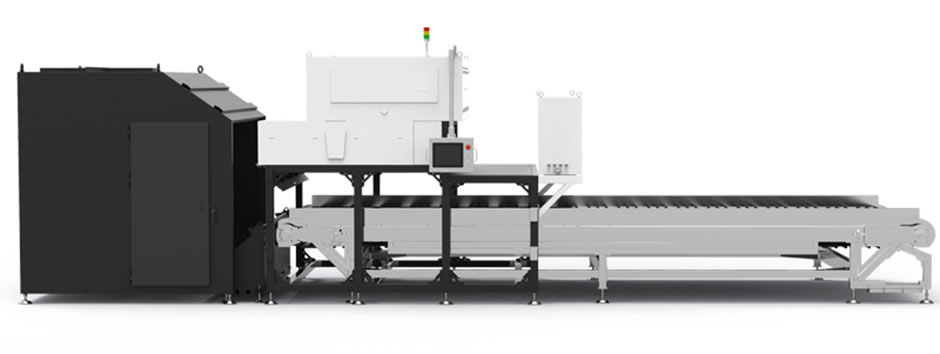
1000mm Belt Sorting Machine
1000mm Belt Width AI Sorting Machine
1200mm Belt Sorting Machine
1200mm Belt Width AI Sorting Machine
1400mm Belt Sorting Machine
1400mm Belt Width AI Sorting Machine
More Sorting Machine...
Explore more type of sorting machine
Application of AI Sorting Machine
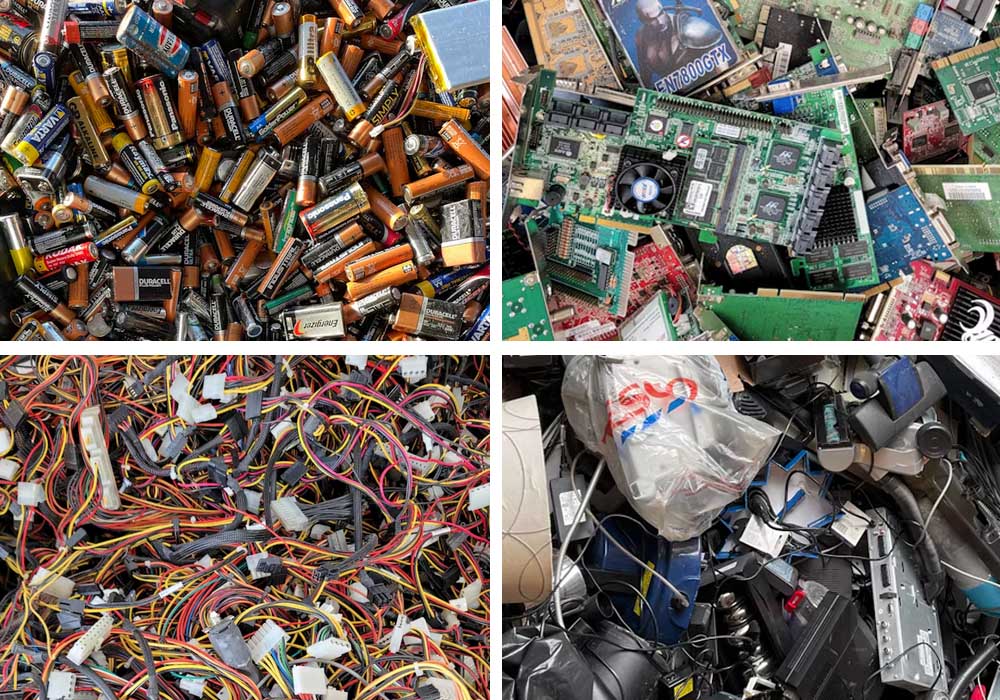
AI-powered sorting machines have dramatically expanded the scope of material separation applications compared to traditional color sorters. In the food industry, they now handle delicate products like fresh berries, detecting subtle bruising or mold that would escape conventional systems, while also identifying foreign materials with similar colors but different textures. The mining sector benefits from AI's ability to distinguish mineral ores based on crystalline structures and vein patterns, not just surface color, enabling more efficient ore grading at microscopic levels unachievable before.
Perhaps most impressively, AI sorters are revolutionizing plastic recycling by identifying polymer types through subtle visual cues and near-infrared signatures, solving a critical challenge in waste management. Municipal solid waste facilities now deploy these systems to autonomously separate complex material streams with over 95% purity rates. The pharmaceutical industry similarly utilizes AI sorting for quality control, where machines can spot defective pills by detecting minute coating irregularities invisible to conventional vision systems. This granular precision opens new possibilities across nearly every sector dealing with material separation.
The implementation of AI brings transformative operational benefits that surpass conventional color sorting machines in every metric. Traditional systems require frequent manual adjustment to maintain accuracy when processing different batches or material conditions, while AI models dynamically adapt to variations in feedstock automatically. Where older machines might struggle with ambient lighting changes or material moisture affecting appearance, AI systems compensate for these variables in real-time through contextual understanding of the entire processing environment.
Maintenance logistics have also improved significantly with AI integration. Predictive analytics algorithms monitor component wear patterns and processing performance to schedule maintenance before failures occur, unlike reactive maintenance common with traditional sorters. Energy efficiency gains of 20-30% are typical, as AI optimizes air valve usage and reduces false ejections. Perhaps most remarkably, new generation AI sorters can simultaneously process mixed material streams that previously required multiple specialized machines operating in sequence, consolidating entire sorting lines into single intelligent units.

AI SORTING MACHINE WORKING PRINCIPLE
The AI sorting machine uses different types of sensors (CCD, NIR, X-Ray, etc.) to distinguish different types of objects and transmits different signals to the ejector for corresponding processing based on the different types of objects, thereby achieving sorting. Combined with AI intervention and judgment, it deeply identifies small impurities, sends a signal to the ejector, and uses compressed air to drive the ejector to automatically sort out different particles from the raw materials.
Detection: The Eye of Sorting Machine
At the heart of modern sorting machine lies advanced optical detection technology. High-speed sensors act as ultra-sensitive digital eyes, capturing real-time changes of materials as they free-fall through the system. These sensors scan thousands of particles per second to identify even minute color variations that would be invisible to human inspectors. The continuous scanning capability allows for non-stop operation, maintaining consistent quality control throughout production.
Intelligent Processing: The Brain Behind Sorting
Once materials are optically scanned, powerful processing chips take over with remarkable speed and accuracy. These advanced processors analyze the comprehensive color data—measuring not just basic color but also texture, shape and specific pattern variations—to make classification decisions within milliseconds. The system continuously learns and adapts through machine learning algorithms, improving its recognition capabilities over time for specific product characteristics.
Precision Ejection: Sorting Technology
When contaminants or defective products are identified, the system triggers specialized ejection mechanisms with extraordinary precision. Arrayed across the sorting area, hundreds of high-pressure air nozzles stand ready to activate within 0.1 milliseconds of receiving a signal. This instantaneous response ensures that only the targeted particles are removed, while good product continues unimpeded toward collection.
Sorted Output: Purity at Industrial Scale
The final stage delivers product streams that meet or exceed strict industry purity standards. The main product output typically achieves contamination levels below 0.1%—qualifying for premium product grades in most applications. Simultaneously, the system creates a secondary stream containing only the rejected materials, valuable for recycling or waste analysis processes.
Contact MSW
Don't know how to choose? Need more detail? Contact us to provide you with customized services. Our specialist will be at your service.