What is a Blueberry Sorting Machine?
A blueberry sorting machine is an advanced industrial device designed to automatically classify blueberries based on their color, size, and quality. Using cutting-edge optical sensors and high-resolution CCD cameras, it identifies defects, unripe berries, or foreign materials with exceptional precision. This technology revolutionizes the berry processing industry by replacing slow and error-prone manual sorting methods.
Modern blueberry sorters leverage artificial intelligence and machine learning algorithms to continuously improve their sorting accuracy. They can process thousands of berries per minute while maintaining consistent quality standards that would be impossible to achieve through human labor alone. The machine's sophisticated software analyzes each berry's color spectrum, shape characteristics, and surface texture to make sorting decisions in milliseconds.

How Blueberry Sorting Machines Work
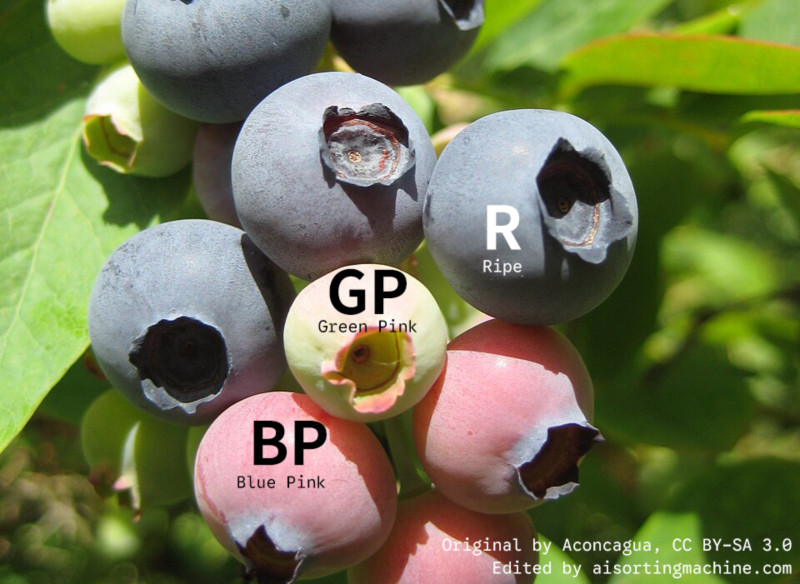
Color
The ripeness is judged by the depth of color (from bluish-green to reddish-purple to dark purplish-blue), and by checking for abrasions, scars, mold spots (gray mold), fruit stem residue, sunburn, etc.
Size
Measure the blueberry size and grade them according to preset standards (e.g., 10mm, 12mm, 14mm+). It can also be determined by weight, but diameter grading is recommended.
Hardness
Assess the firmness and elasticity of blueberries, and discard any that are too soft (overripe, dehydrated, or in the early stages of rot).
Internal
Discover internal problems that are not visible from the outside, such as: internal mold/rot (especially inside the fruit stem), frost damage (browning of internal tissues), internal cavities, or excessive water loss.
There are many different criteria for sorting blueberries, such as the few mentioned in the card above. Modern packing facilities use sophisticated machines equipped with various sensors and cameras to evaluate each berry against multiple criteria.
Sorting by Diameter and Size
Determining the exact size of a blueberry is the first critical step in sorting. Machines achieve this with great speed and accuracy using advanced optical systems. One common method employs high-resolution line-scan or area-scan cameras. The blueberries pass in front of these cameras, often illuminated from behind by a backlight or a diffused light source. This setup creates a sharp, high-contrast silhouette of each berry, allowing the system's computer vision software to easily identify its outline.
The image processing algorithms then analyze this outline. They calculate the berry's diameter in pixels, which is instantly converted into a real-world measurement (like millimeters) through a pre-calibrated scale. This allows the machine to sort berries into precise size categories. An even faster method uses laser beams. As a berry passes through a laser line, it interrupts the beam. The duration of this interruption, or using principles of laser triangulation, provides an instantaneous and highly accurate measurement of its size, enabling rapid, non-contact sorting on fast-moving conveyor belts.
Assessing Color, Ripeness, and Surface Defects
The color of a blueberry is a direct indicator of its ripeness and surface quality. Sorting machines use specialized cameras to perform this assessment. A standard color industrial camera can effectively sort berries by basic color grades, distinguishing between green, reddish-purple, and deep blue, and can also spot obvious surface flaws like major scars or missing stems.
For more detailed inspection, higher-end systems use multispectral or hyperspectral imaging cameras. These powerful tools capture light data across many wavelengths, including those invisible to the human eye, like near-infrared. Different states of the berry reflect light uniquely at these wavelengths. For example, a berry with a slight bruise where the underlying tissue is damaged but the skin is intact will have a different spectral signature than a perfect berry. Similarly, early-stage mold or sunscald can be detected with much higher precision than with a standard RGB camera. Some systems even use specific LED lights, like ultraviolet, to make certain defects like mold fluoresce, making them exceptionally easy for the system to identify and reject.
Measuring Hardness and Firmness
Firmness is a key quality attribute, indicating freshness and shelf life. Overly soft berries may be overripe, dehydrated, or in the early stages of decay. The challenge is to measure this without damaging the fruit. The most suitable method for high-speed lines is acoustic or vibration response testing. In this approach, a berry is gently tapped by a small actuator or rolled between two soft rollers that apply slight pressure. A microphone or accelerometer then "listens" to the berry's vibrational response.
A firm, fresh berry will vibrate at a higher frequency and the vibrations will dampen (fade away) quickly. A soft berry will have a lower frequency response and the vibrations will linger longer. This acoustic signature is analyzed instantly to determine firmness. Other methods include micro-deformation sensors that apply a tiny, controlled force to measure how much the berry yields, or using near-infrared spectroscopy to predict firmness based on the berry's chemical composition related to cell wall structure and water content. However, the acoustic method is often preferred for its excellent balance of accuracy, speed, and gentleness on the product.
Detecting Internal Damage

Some of the most serious flaws in a blueberry are hidden inside, completely invisible from the outside. These include internal mold (often starting at the stem scar), freeze damage (causing browning of internal tissues), internal cavities, or severe dehydration. Detecting these requires sensors that can "see through" the fruit's skin.
The mainstream technology for this is near-infrared (NIR) transmission spectroscopy. Because blueberries are relatively small and translucent, light from an NIR source can pass through them. A sensor on the other side captures this transmitted light and analyzes its spectrum. Internal problems like mold, freeze damage, or water loss cause measurable changes in this spectral data, allowing the system to identify defective berries. More advanced systems use hyperspectral transmission imaging, which adds spatial detail, or even soft X-ray imaging. X-rays provide a clear picture of density differences inside the berry, excellently revealing cavities, insect damage, or severe decay, though this technology is more expensive and often reserved for high-value products or research settings.
Core Features and Advantages of Blueberry Sorting Machines
Modern blueberry sorting machines offer unparalleled sorting accuracy, typically achieving 99% or higher detection rates for defective berries. They dramatically increase processing speed compared to manual methods, capable of sorting 5,000-10,000 berries per minute depending on the model. This high throughput significantly reduces labor costs while improving overall product quality and consistency.
Additional benefits include the ability to sort by multiple parameters simultaneously - not just color but also size, shape, and surface imperfections. Many machines feature self-cleaning mechanisms and are built with food-grade materials that meet stringent hygiene requirements. The most advanced models incorporate machine learning capabilities that continuously improve their sorting algorithms based on new data inputs over time.
Technical Specifications of Blueberry Sorting Machines
High-performance blueberry sorters typically feature multispectral imaging systems with RGB and near-infrared cameras that capture 10-20 images per berry from multiple angles. They operate at processing speeds ranging from 2 to 10 metric tons per hour, with sorting accuracy between 95-99.9%. The machines require compressed air at 6-8 bar pressure for the ejection system and consume approximately 5-15 kW of power depending on capacity.
Modern units include user-friendly touchscreen interfaces that allow operators to easily adjust sorting parameters and monitor performance. Many incorporate advanced sensor technologies such as hyperspectral imaging or laser scanning for detecting internal defects. The machines are typically constructed with stainless steel frames and food-grade conveyor materials that withstand frequent washing and meet international food safety standards.
Application Scenarios for Blueberry Sorting Machines
Blueberry sorting machines serve critical roles in commercial berry processing facilities, large-scale farms, and food packaging plants. They are indispensable for processors supplying berries to retail markets, frozen food producers, and juice manufacturers where consistent quality is paramount. The technology proves particularly valuable during peak harvest seasons when large volumes must be processed quickly while maintaining strict quality control.
Beyond fresh market applications, these machines are equally important for organic berry producers who need to meticulously remove any contaminated berries, and for processors creating premium products like freeze-dried blueberries where visual perfection commands higher prices. Some innovative applications include pre-sorting before IQF freezing and quality control for value-added berry products.
Purchasing Guide
When selecting a blueberry sorting machine, key considerations include processing capacity requirements, sorting precision needs, and available facility space. Buyers should evaluate the machine's detection capabilities for both external and internal defects, as well as its flexibility to handle different berry varieties and sizes. Other important factors include energy efficiency, ease of cleaning and maintenance, and compatibility with existing processing lines.
The purchase decision should also consider the supplier's technical support availability, spare parts inventory, and software update policies. Many manufacturers offer customized solutions with modular designs that can be upgraded as business needs evolve. Prospective buyers are advised to request demonstrations using their own berries to assess real-world performance before making investment decisions.
Maintenance Guide
Proper maintenance of blueberry sorting machines involves daily cleaning of all food-contact surfaces with appropriate sanitizers to prevent bacterial growth. Regular inspection and cleaning of optical components are critical to maintain sorting accuracy. The compressed air system requires periodic filter changes and moisture removal to ensure consistent ejection performance.
Scheduled maintenance typically includes lubrication of moving parts, inspection of conveyor belts for wear, and verification of sensor alignment. Most manufacturers recommend annual professional servicing to check electrical components, calibrate sensors, and update software. Keeping detailed operation logs helps identify potential issues early and extends the equipment's service life significantly.