Chute Type Color Sorting Machine
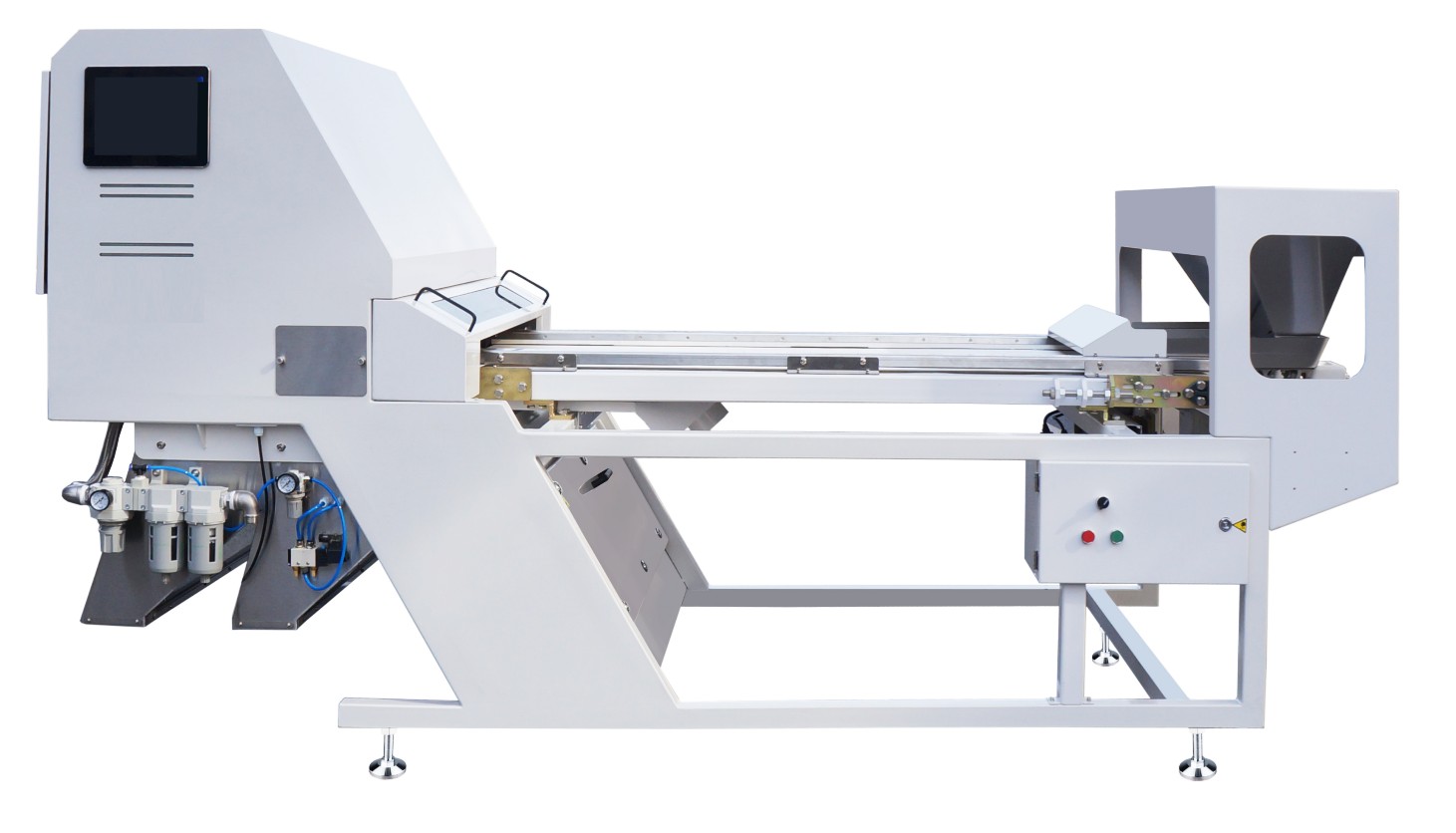
Belt Type Color Sorting Machine
Chute Type AI Color Sorting Machine
Belt Type AI Color Sorting Machine
What is Color Sorter
A Color Sorter is an intelligent industrial machine designed to separate materials based on their optical properties. Using advanced imaging technology and high-speed processing, these machines can detect and remove impurities or sort products by color at remarkable speeds. The technology finds applications across numerous industries where material purity affects product quality and value.
Modern color sorters fall into two primary categories based on their feeding mechanism: chute-type and belt-type systems. Within these categories, there are both conventional color sorters and newer AI-powered versions that incorporate machine learning. While traditional models rely on preset color parameters, AI-enhanced versions can learn and adapt to complex sorting criteria automatically.
How Color Sorter Works
1 Multi-Angle Detection
High-resolution CCD cameras capture detailed color information from multiple angles for comprehensive material analysis with 99%+ accuracy.
2 High-Speed Processing
Advanced systems can analyze and process up to 100,000 particles per minute, maintaining exceptional throughput in production lines.
3 Smart Material Feeding
Choose between vibratory chutes for free-flowing materials or gentle conveyor belts for delicate item handling.
4 Precision Air Ejection
High-speed solenoid valves deliver precisely timed air bursts (within milliseconds) to remove defective particles without slowing production.
Color sorters operate through a sophisticated optical-electromechanical system. As materials pass through the detection area, high-resolution CCD cameras capture detailed color information from multiple angles. The system analyzes this data against predefined parameters or learned patterns (in AI models) to identify target materials. When an undesired particle is detected, the processor signals high-speed solenoid valves to eject it with precisely timed bursts of compressed air.
The feeding mechanism varies between models - chute-type systems use vibratory trays to create a controlled material flow, while belt-type systems employ conveyor belts that allow for gentler handling of fragile items. Advanced illumination systems provide consistent lighting conditions, ensuring accurate color detection regardless of ambient light. Modern systems can process up to 100,000 particles per minute with accuracy rates exceeding 99%.
Application Scenarios
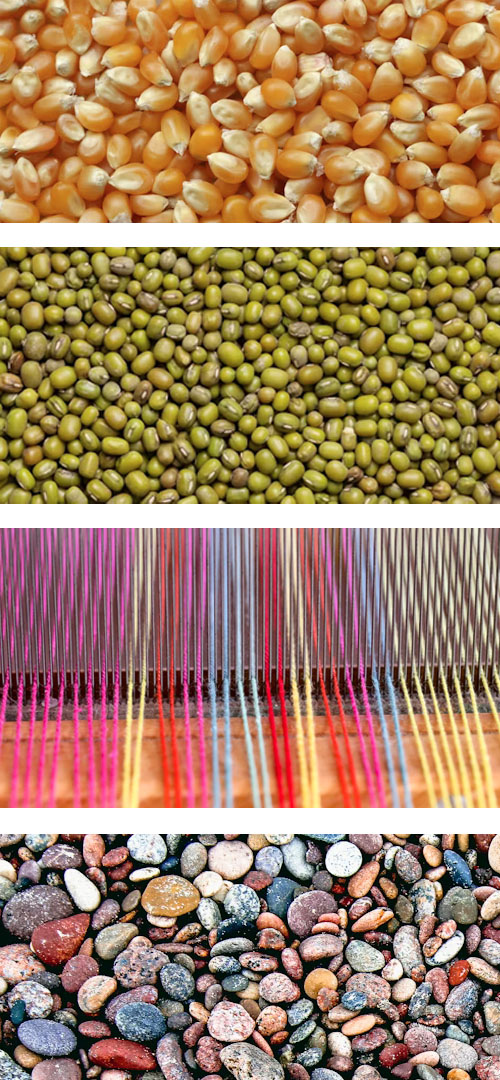
Color sorters serve critical roles in food processing, mineral processing, recycling, and other industries. In agriculture, they remove defective grains, nuts, and seeds while grading products by quality. For plastics recycling, they separate materials by polymer type and color. In mining operations, they upgrade ore quality by removing waste rock. The pharmaceutical industry uses them to verify tablet color consistency and detect manufacturing defects.
Specialized applications include removing foreign materials from textiles, sorting decorative stones, and quality control in ceramic tile production. As global quality standards become more stringent, color sorters are becoming essential equipment for maintaining competitiveness across multiple industries. Their ability to work with diverse materials makes them valuable for operations handling multiple product lines.
Purchasing Guide
Selecting the right color sorter requires careful consideration of your specific needs. Chute-type models typically offer higher throughput for small, free-flowing materials, while belt-type systems better handle larger or fragile items. AI-powered versions provide superior performance for complex sorting tasks but come at a higher initial cost. Consider not just purchase price but also operating costs, maintenance requirements, and potential productivity gains.
Evaluate the machine's detection capabilities - look for systems that can identify both color and structural defects if needed. Request material tests using your actual products to verify performance. Ensure the supplier provides adequate training and support, particularly for AI models which may require different operational approaches. Consider future needs - modular systems may allow for upgrades as your requirements evolve.
Maintenance Guide
Regular maintenance ensures optimal performance and extends equipment lifespan. Daily cleaning of optical components prevents dust accumulation that could affect detection accuracy. Air system maintenance including filter changes and moisture removal protects sensitive valves. Periodic calibration checks maintain sorting precision - many modern systems include automated calibration routines.
For AI models, software maintenance is equally important. Regularly update operating systems and AI algorithms to benefit from performance improvements. Back up sorting parameters to prevent data loss. Schedule professional inspections annually to verify all components remain within specifications. Keep detailed maintenance records to identify potential issues before they affect performance.
Core Features and Advantages
Color sorters deliver consistent quality control that far surpasses manual sorting methods. Their non-destructive inspection preserves product integrity while removing impurities that human operators might miss. The systems operate continuously without fatigue, maintaining consistent performance throughout extended production runs. Configurable sorting parameters allow quick adaptation to different products or quality standards.
Advanced models offer additional capabilities like size grading, shape recognition, and material composition analysis. AI-powered versions provide self-optimizing performance that improves with operation time. The technology significantly reduces labor costs while increasing yield and product value. Many systems include data logging features that help track quality trends and optimize production processes.
Technical Specifications
Standard color sorters feature processing capacities ranging from 1 to 20 tons per hour depending on model and application. They utilize high-resolution CCD cameras (typically 2048-pixel or higher) with specialized optical filters. Ejection systems employ high-speed solenoid valves with response times under 10ms, powered by industrial-grade air compressors. Control systems run on dedicated industrial computers with intuitive touchscreen interfaces.
Illumination systems typically combine LED arrays in multiple wavelengths to ensure accurate color reproduction. Power requirements range from 2kW for small units to 25kW for large industrial systems. Both chute-type and belt-type models offer various options including multiple sorting channels, protective enclosures, and specialized feeding mechanisms for different material types.
Specification Comparison
The following provides a brief comparison between the M2 model (representative of Chute Type Color Sorting Machines) and the B600 model (representative of Belt Type Color Sorting Machines).
| SPECIFICATION | M2 | B600 |
|---|---|---|
| Power | 1.2 KW | 2.5 KW |
| Capacity | 1-3 T/H | 2-5 T/H |
| Camera Number | FOUR | FOUR |
| Accuracy | 99.99% | 99.99% |
| Size (mm) | 1250X1550X1600 | 2750X1280X1530 |
| Weight | 450kg | 800kg |
| Sorting Mold | Color identification / Size identification / Edge identification / Texture identification / Shape identification | |
| Camera Pix | 5400 Pixel | |
| Ejector | Super-High Speed Matrix Ejectors | |
| Light Source | LED RGB three-primary color model lighting systems | |
| CCD Sensor | TOSHIBA Micron-sized superior HD RGB | |
| Touch Screen | HITACHI 10.4 inch operation screen system (Remote debugging after connecting to WIFI) | |