In our technology-driven world, Light Emitting Diodes (LEDs) have become ubiquitous, found in everything from household bulbs to massive display screens. However, at the end of their life, these devices represent not just waste, but a significant opportunity. This article explores the innovative world of LED sorting machines, sophisticated systems designed to efficiently reclaim valuable and rare materials from discarded LED products. We will delve into the precious contents within LEDs, explain the cutting-edge sensor and AI technology that makes this precise recycling possible, and outline the complete process from waste to resource. Understanding this technology is key to appreciating how we can build a more sustainable and resource-efficient electronics industry.
The Hidden Treasure in LED Waste
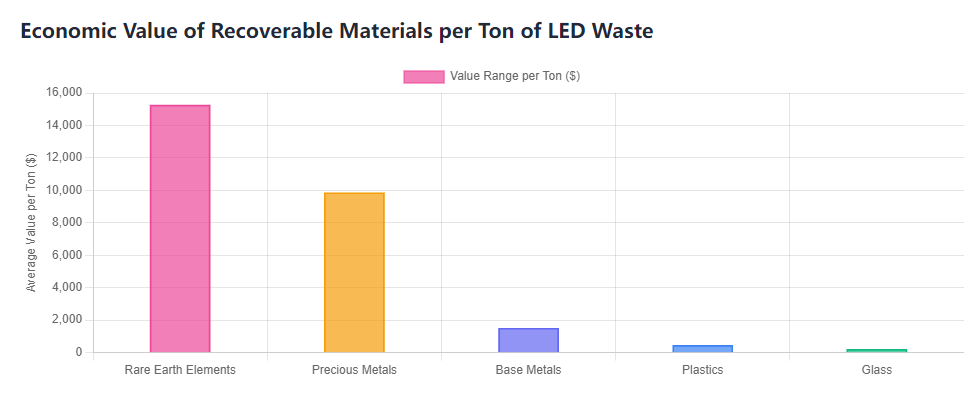
Discarded LED devices are often mistakenly viewed as simple trash. In reality, they are a concentrated source of valuable and strategically important materials. The process of recycling them begins with recognizing their significant worth. Throwing them away represents a substantial loss of finite resources and can pose environmental risks if not handled correctly.
Modern LED components are engineered with a variety of specialized materials that give them their unique lighting properties. These materials are often mined at great economic and environmental cost, making their recovery not just profitable, but essential for a circular economy. The ability to efficiently recapture these elements reduces the need for virgin mining and helps secure a stable supply chain for future electronics manufacturing.
Key Rare Earth Elements (REEs) in LEDs
Rare Earth Elements are a group of 17 metals crucial for modern technology. In LEDs, they are used in phosphors—the materials that convert blue or ultraviolet light into white light or other colors. For instance, Yttrium (Y) and Europium (Eu) are combined to create red phosphors, while Cerium (Ce) and Gadolinium (Gd) are used in yellow and green phosphors. The precise blend of these elements determines the color temperature and quality of the light emitted.
These elements are termed 'rare' not necessarily because they are scarce in the Earth's crust, but because they are difficult and environmentally damaging to mine and refine. They are typically found in low concentrations and are chemically similar, making separation complex. Recycling them from existing products like LEDs is therefore a critical strategy for sustainable sourcing, with some estimates suggesting that recycling can be up to 50% more efficient than primary extraction.
Recoverable Precious Metals
Beyond rare earths, LEDs contain small but valuable amounts of precious metals. Gold (Au) is frequently used in bonding wires within the LED chip due to its excellent conductivity and resistance to corrosion. Silver (Au) is used in some solders and contacts. While the amount in a single LED is minuscule, it becomes economically significant when processed on an industrial scale involving thousands of units.
The concentration of these precious metals in electronic waste, known as urban mining, can often be higher than in primary ores. This makes sorted LED waste a highly attractive feedstock for metal refiners. Advanced sorting systems are the first and most important step in concentrating these valuable materials, ensuring that downstream recycling processes are both efficient and profitable.
Other Valuable Components: Glass, Plastics, and Base Metals
An LED bulb is not just about chips and phosphors. A typical unit consists of a plastic housing, a glass or plastic lens, an aluminum heat sink, and a metal
base. These components, while less valuable than rare earths or gold, still have significant recycling potential. The aluminum heat sink, for example, can be easily melted and
reformed, a process that uses only about 5% of the energy required to produce new aluminum from bauxite ore.
The plastics and glass can be cleaned, sorted by type using NIR sorting technology, and reprocessed into new products. Effectively separating these materials is essential for creating high-quality recycled content, as cross-contamination can degrade the value and usability of the resulting recycled material.

The Environmental imperative of Proper LED Recycling
The improper disposal of LEDs, such as in landfills, poses potential environmental risks. While generally safer than older lighting technologies like fluorescent bulbs, some LEDs may contain trace amounts of heavy metals like lead or arsenic. Preventing these substances from leaching into soil and groundwater is a primary driver for responsible recycling.
Furthermore, the energy and resource savings achieved through recycling are profound. Recovering materials from existing waste reduces greenhouse gas emissions, conserves water, and minimizes landscape degradation associated with mining. Proper LED recycling, starting with efficient sorting, is a clear environmental win, aligning with global goals for sustainable resource management.
How LED Sorting Machines Work: A Symphony of Technology
Traditional recycling methods, which often rely on crushing and basic separation, are too crude to effectively handle the complex material matrix of LEDs. Modern LED sorting machines are engineering marvels that combine several advanced technologies to achieve precise separation. These systems can identify and isolate materials based on their atomic composition, optical properties, and physical characteristics in a matter of milliseconds.
The core principle involves a continuous process where individual LED fragments are analyzed and then physically separated into designated collection streams. This high-speed, high-accuracy operation is what makes modern recycling economically viable, transforming a mixed waste stream into purified, commodity-grade materials ready for re-entry into the manufacturing supply chain.
Sensor Fusion: The Eyes of the Machine
At the heart of an LED sorting machine is its sensor suite. This typically includes X-ray Fluorescence (XRF), Near-Infrared (NIR) spectroscopy, and high-resolution color cameras. XRF sensors are critical for identifying elements, as they can detect the unique atomic signature of metals like gold, copper, and the various rare earths by measuring the fluorescent X-rays they emit when excited.
NIR sensors work by shining near-infrared light on a material and analyzing the reflected spectrum. Different plastics and other compounds have unique spectral fingerprints, allowing the machine to distinguish, for example, between a polycarbonate lens and an epoxy housing. High-speed color cameras provide additional data on shape, size, and visible color, creating a comprehensive digital profile of each particle passing by on the conveyor belt.
The Role of Artificial Intelligence and Machine Learning
The data from these sensors is meaningless without sophisticated software to interpret it. This is where Artificial Intelligence (AI) and machine learning come into play. Powerful algorithms are trained on vast datasets of material signatures, learning to recognize the difference between a fragment of a yellow phosphor containing cerium and a fragment of plastic.
This AI brain continuously improves over time. As it encounters new types of LEDs or different product designs, it adapts and refines its recognition models. This adaptive capability is crucial for keeping pace with the rapid innovation in the electronics industry, ensuring that the sorting machine remains effective and does not become obsolete as products change.
Selective Ejection: The Physical Separation
Once the AI makes a identification decision, it commands the ejection system to act. For smaller, lighter materials like certain plastics or glass fragments, a precisely timed burst of compressed air from a high-speed ejection valve is used to knock the particle off the main conveyor and into the correct collection chute.
For heavier or larger components, such as pieces of aluminum heat sinks or entire LED chips, more robust methods like mechanical fingers or paddles may be employed. The precision of this ejection system is astounding, with accuracy down to a fraction of a millimeter, ensuring that valuable materials are not lost to the wrong stream and that the purity of the output is maximized.
The Crucial Pre-processing Step: Liberation
Before sorting can begin, end-of-life LED products must be prepared. This pre-processing stage involves shredding or crushing the whole devices to break them down into smaller, manageable pieces. This process is known as "liberation" because it frees, or liberates, the different materials from each other.
A circuit board must be broken apart to separate the precious metal-containing chips from the fiberglass board. An LED bulb must be shattered to separate the glass lens from the plastic housing and the metal base. The goal is to achieve a homogeneous mix of particles where each piece is primarily composed of a single material, making the subsequent sensor-based sorting vastly more effective.
The Step-by-Step LED Sorting and Recovery Process
The journey from a discarded LED product to a bag of purified, ready-to-sell material is a highly automated and continuous flow. This process is designed for maximum efficiency and throughput, capable of handling several tons of material per hour in large-scale recycling facilities. Each step is interconnected, building upon the previous one to achieve the final goal of high-purity material streams.
Understanding this workflow is key to appreciating the engineering and logistics behind modern urban mining. It demonstrates how a linear "take-make-dispose" model is being transformed into a circular "collect-sort-remanufacture" system, with advanced sorting technology acting as the crucial linchpin.
Step 1: Feeding and Pre-sorting
The process begins with the collection and feeding of end-of-life LEDs. This may involve manual pre-sorting to remove obvious contaminants or non-LED items from the stream. The material is then fed onto a conveyor system using a smart feeding system that ensures a consistent, single layer of material enters the crusher. This consistency is vital to prevent machine jams and to ensure even processing in the subsequent steps.
Feed rates are carefully controlled to match the capacity of the crusher and the sorting machine, optimizing the entire system's performance. An uneven feed can lead to bottlenecks, reduced sorting accuracy, and ultimately, lower quality output and financial return.
Step 2: Crushing and Size Reduction
The fed material enters an industrial shredder or crusher. This powerful equipment breaks the whole products down into smaller fragments. The target size is carefully calibrated: particles must be small enough to ensure liberation of materials but large enough for the sensors to easily analyze and for the ejectors to accurately target.
This stage is often noisy and dusty, requiring robust equipment and environmental controls like dust collection systems. The resulting fragmented material is a mixed blend of different sizes and shapes, which is then typically passed over screens to ensure a more uniform particle size distribution before moving to the sorting stage.
Step 3: Multi-stage Screening and Classification
After crushing, the material stream may contain a wide range of particle sizes. To improve sorting efficiency, it is often sent through vibrating screens or air classifiers. These devices separate the fragments into different size categories (e.g., coarse, medium, and fine).
Each size category may be processed on a dedicated sorting line optimized for that specific particle size. This is because the settings for sensor recognition and air jet timing need to be fine-tuned for particle size to achieve the highest possible accuracy. This multi-stage approach significantly boosts the overall recovery rate and purity of the final sorted products.
Step 4: The Core Sorting Process
This is the central and most technologically advanced stage. The classified material is spread into a single layer on a high-speed conveyor belt that carries it through the scanning area of the LED sorting machine. Here, the array of sensors (XRF, NIR, color) rapidly scans each individual particle.
Trillions of data points are generated per second and instantly analyzed by the AI processing unit. Within milliseconds, a decision is made for each particle—what material it is and which collection bin it belongs to. The system then triggers the appropriate ejector with pinpoint accuracy, diverting the particle into its designated stream.
Step 5: Collection and Preparation for Sale
The final stage involves collecting the sorted materials. As particles are ejected, they fall into separate collection chutes or bins below the conveyor. Each bin collects a specific type of material, such as: (1) a concentrate rich in rare-earth phosphors, (2) a mix of precious metal-containing chips, (3) clean aluminum fragments, (4) sorted plastics, and (5) glass.
These collected materials are then packaged and sold as raw materials to specialized refiners and smelters. For example, the rare earth concentrate might be sent to a chemical plant for further purification, while the clean aluminum might be sent directly to an aluminum smelter to be melted down and reformed into new products, closing the loop.
The Tangible Benefits of Advanced LED Sorting Technology
Investing in and implementing modern LED sorting systems delivers a powerful combination of economic, environmental, and strategic advantages. For recycling businesses, it transforms a cost center (waste handling) into a profit center (material sales). For society, it conserves resources and reduces environmental impact. The benefits are clear and measurable, making a strong case for the adoption of this technology.
The return on investment is driven by the high value of the output materials and the increasing volume of LED waste reaching end-of-life. As more LEDs enter the waste stream, the economies of scale improve, further enhancing the profitability and sustainability of dedicated LED recycling operations.
High Material Purity and Yield Rates
The most direct benefit is the quality of the output. Advanced sorting machines can achieve material purity rates exceeding 95% for specific streams. This high purity is essential because buyers of recycled materials, especially smelters and chemical processors, have strict quality standards. Contaminants can disrupt their processes and degrade the value of the final product.
A high yield rate means that a very large percentage of the target valuable materials in the original waste are successfully captured. Modern systems boast impressive yield rates, ensuring that the maximum economic value is extracted from every ton of processed waste, which directly translates to higher revenue.
Improved Economic Viability and ROI
By maximizing both the purity and yield of valuable materials, LED sorting machines create a strong financial return. The revenue generated from selling the sorted rare earth concentrates, metals, and plastics can quickly offset the operational costs of running the machine (energy, maintenance, labor) and the capital cost of the equipment itself.
Furthermore, as regulations around the world increasingly mandate producer responsibility for electronic waste, recycling operators with advanced sorting capabilities can offer compliant and valuable processing services, creating an additional revenue stream through recycling fees.
Meeting Environmental Regulations and EPR
Many countries have implemented Extended Producer Responsibility (EPR) laws, which make electronics manufacturers financially or physically responsible for the end-of-life management of their products. This creates a regulatory imperative for proper recycling.
Advanced sorting technology provides a verifiable and efficient way to meet these regulatory requirements. Operators can provide data on recycling rates and material recovery, demonstrating compliance and supporting the broader goals of a circular economy, thus avoiding potential fines and enhancing their license to operate.
Enhancing Corporate Reputation and Market Position
Companies that invest in leading-edge recycling technology position themselves as environmental leaders and innovators. This enhances their brand image, making them more attractive to partners, customers, and investors who prioritize sustainability.
This technological edge also provides a significant competitive advantage in the recycling marketplace. The ability to offer high-quality, purified material streams makes a recycling company a preferred supplier for refiners and manufacturers seeking sustainable source materials, securing long-term business relationships.
Challenges and The Future of LED Recycling Technology
Despite the impressive capabilities of current technology, the field of LED recycling is not without its challenges. The industry must continuously innovate to keep pace with the rapid evolution of LED design and the increasing complexity of electronic products. Furthermore, there are technical hurdles to overcome to make recycling even more efficient and economically attractive.
The future of LED sorting is bright, driven by relentless innovation in material science, sensor technology, and artificial intelligence. Research and development are focused on pushing the boundaries of what is possible, aiming for near-total recovery of all materials at lower costs and with higher efficiency.
Challenge: Rapid Product Innovation and Changing Material Composition
LED technology is not static. Manufacturers are constantly developing new formulations for phosphors to achieve better efficiency, higher color rendering index, or lower costs. This means the "recipe" of rare earths in LEDs can change frequently.
This poses a challenge for sorting systems that rely on trained AI models. The machine must be adaptable enough to recognize these new material signatures without requiring a complete and costly retraining process. Developing more agile and self-learning AI systems is a key area of ongoing research to future-proof recycling operations.
Challenge: Handling Ultra-Fine Particles and Minimizing Loss
During the crushing process, some materials are inevitably ground down into very fine dust or powders. These ultrafine particles can be difficult for current sorting systems to handle. They may not be ejected accurately by air jets and can be lost to the wrong output stream or to dust collection systems.
Developing new techniques to effectively capture and sort these fine materials is crucial for boosting overall recovery rates. This might involve advanced electrostatic separation or hydro-metallurgical processes after the main sorting stage, ensuring that every last bit of value is captured.
Future Direction: Next-Generation Sensor Fusion
The future will see the integration of even more powerful and diverse sensors. Hyperspectral imaging and laser-induced breakdown spectroscopy (LIBS) are two emerging technologies that could provide even more detailed material analysis. Hyperspectral sensors can capture hundreds of wavelengths of light, creating an incredibly detailed spectral fingerprint far beyond what current NIR can achieve.
LIBS uses a powerful laser to vaporize a tiny portion of the material, and then analyzes the light emitted from the resulting plasma to determine its elemental composition with extreme accuracy. The integration of such advanced sensor-based sorting technologies will push identification accuracy and material purity closer to 100%.
Future Direction: AI, IoT, and The Rise of The Digital Twin
Artificial intelligence will evolve from being a recognition tool to a full-fledged predictive and optimization engine. We will see the rise of the Internet of Things (IoT) in recycling plants, where every machine is connected and constantly sharing data.
This will enable the creation of a "Digital Twin"—a virtual, real-time replica of the entire sorting plant. Operators could use this digital model to simulate changes, predict maintenance needs, and optimize settings for different types of incoming material without any disruption to the physical operation, maximizing uptime and efficiency.
Selecting the Right LED Sorting Solution for Your Needs
For a recycling business considering investing in an LED sorting system, the choice is significant and must be made carefully. The right machine depends on a variety of factors unique to each operation. A well-informed decision will ensure the technology delivers the expected return on investment and operational performance.
Selecting a system is not just about buying a piece of hardware; it's about forming a partnership with a technology provider and investing in a long-term solution for material recovery. Thorough due diligence is essential to match the capabilities of the machine with the specific needs and goals of the business.
Assessing Your Processing Capacity and Feedstock Type
The first step is a clear assessment of your business needs. How many tons of LED waste do you plan to process per hour, per day, or per year? This will determine the required size and throughput capacity of the machine, from a smaller chute-type system to a high-capacity belt-type AI sorting machine.
It is also critical to understand the composition of your feedstock. Will you be processing mostly LED bulbs, or also larger items like LED television screens and automotive lighting? Different products may require different pre-processing (e.g., more powerful crushers) and might influence the choice of sensors on the sorter.
Key Performance Indicators: Purity, Recovery Rate, and Throughput
When evaluating different machine models, focus on the hard data. Request detailed information on Key Performance Indicators (KPIs) from the manufacturer. The most important KPIs are the output purity (e.g., 95% pure rare earth concentrate), the material recovery rate (e.g., 98% of gold recovered), and the throughput (tons processed per hour).
Reputable manufacturers will provide test reports and may even offer to process a sample of your material in their lab to demonstrate the machine's performance on your specific waste stream. This provides tangible evidence of what the machine can achieve before you make a purchase.
The Critical Importance of Technical Support and Service
The most advanced machine is only as good as the support behind it. Ensure the technology provider offers comprehensive installation, training, and ongoing maintenance services. Downtime in a recycling operation is extremely costly, so having access to responsive technical support and a supply of spare parts is non-negotiable.
Inquire about the availability of training programs for your operators and maintenance staff. Well-trained personnel are essential for running the machine at peak efficiency and for performing basic troubleshooting, which minimizes downtime and ensures consistent output quality.
Conducting a Total Cost of Ownership Analysis
The decision should not be based on the purchase price alone. A thorough analysis must consider the Total Cost of Ownership (TCO). This includes the capital expenditure (CAPEX) for the machine itself, but also the ongoing operational expenditures (OPEX).
OPEX includes energy consumption, compressed air usage (for ejection systems), wear parts like nozzles and belts, routine maintenance, and any required software licenses or updates. A machine with a slightly higher purchase price but significantly lower operating costs and higher reliability often provides a better long-term financial return than a cheaper, less efficient alternative.