This article walks you through the real-world impact of AI sorters in grain, nut and frozen-food factories. We will look at how hyperspectral eyes, deep-learning brains and fast ejector fingers work together to cut waste, raise quality and keep every bite safe. Along the way you will meet machines that learn from each kernel, belts that run at 4.5 metres per second, and software that writes its own quality rules.
Grain Processing: How AI Sorters Outperform Traditional Colour Machines
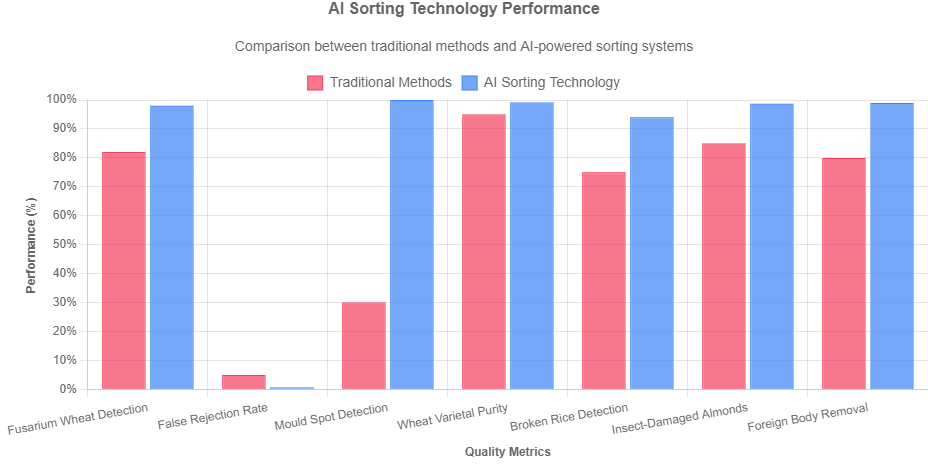
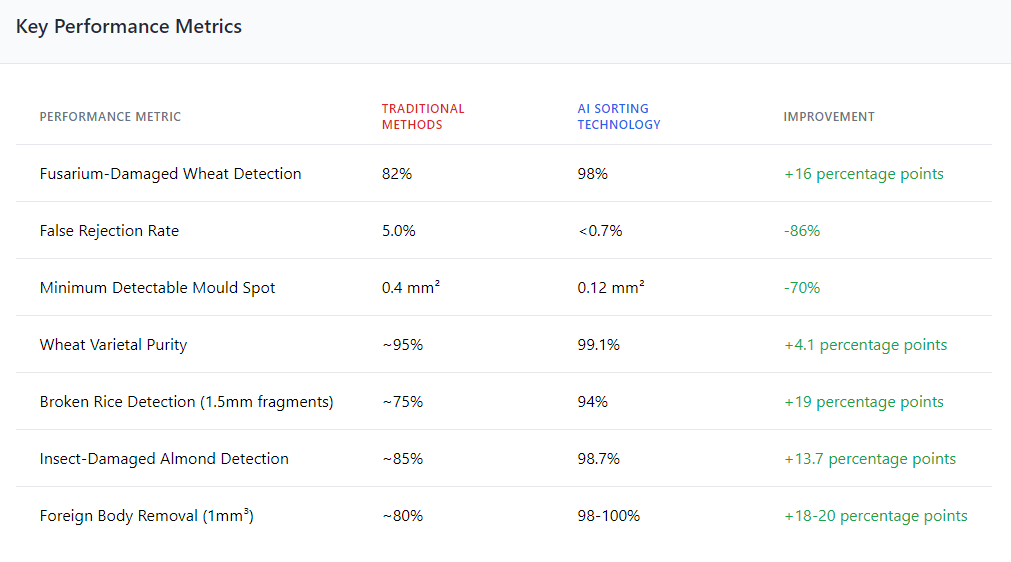
Until 2018, most mills relied on RGB cameras that watched for simple colour shifts. Today, advanced detection modules fuse near-infrared, ultraviolet and shape data in a single frame. The upgrade has lifted rejection accuracy for fusarium-damaged wheat from 82 % to 98 % while cutting false rejects from 5 % to below 0.7 %. The result is measurable: a 240-ton-per-day facility now recovers roughly 4.2 million extra kilograms of prime grain every year.
Mouldy Kernels and Mycotoxin Control
Near-infrared spectroscopy operating between 900 nm and 1700 nm can quantify the carbonyl bonds that signal aflatoxin B₁. When the chemometric model is trained on at least 12 000 labelled samples, it reaches a coefficient of determination R² of 0.93 against reference HPLC data. The AI sorter then uses this model to reject kernels whose predicted toxin level exceeds 2 ppb, meeting the strictest infant-food thresholds.
Deep-learning networks refine their decision boundary continuously. During the first week of a maize harvest, the system logs 1.3 million images and automatically retrains every six hours. This shrinks the minimum detectable mould spot from 0.4 mm² to 0.12 mm² without human intervention. Multi-spectral imaging at 540 nm and 690 nm is later cross-checked by morphological algorithms that verify spore texture, ensuring that sunburn marks are not mistaken for mould.
Wheat Variety Grading and Impurity Removal
Converting raw RGB signals into CIELAB space separates colour clusters that overlap in sRGB. Hard red winter wheat shows an L* range of 52–58, while soft white runs from 63–69. A support-vector classifier trained on 240 000 labelled grains reaches 99.1 % varietal purity when belt speed is kept below 3.8 m s⁻¹.
Shape features add a second layer of defence. The algorithm extracts perimeter, area and length-to-width ratio from each grain contour in 0.8 ms. These numbers feed an adaptive threshold engine that compensates for seasonal size drift. If the incoming batch median length drops 7 % due to drought, the system widens its tolerance band automatically, maintaining impurity removal above 96 %.
Broken Rice Sorting Strategies
Broken rice fragments often share colour with head rice, so the AI sorter turns to texture. A Gabor filter bank tuned to 0°, 45°, 90° and 135° orientations highlights the micro-cracks that scatter light differently. Laboratory tests show that fragments as small as 1.5 mm can be separated with 94 % accuracy.
Density differences provide a secondary cue. Inside the 6-chute 384-channel machine, an air-knife stage lifts lighter broken pieces while heavier head rice continues downward. Process engineers balance recovery rate against purity by adjusting air velocity between 18 m s⁻¹ and 22 m s⁻¹, a range that delivers 88 % broken removal while keeping head-rice yield at 93 %.
Verification Under HACCP Rules
Every food-contact surface must pass a cleaning verification with microbial counts below 10 CFU per gram. Swab samples are taken at eight defined points after a 30-second dry-ice blast, and ATP bioluminescence confirms compliance in under 30 seconds. Optical sorters integrate the data into their audit-trail file, creating a time-stamped record for inspectors.
Metal detection sits downstream of optical rejection to form a complementary control point. During a six-month study, the dual system intercepted 27 ferrous particles larger than 1.0 mm that colour cameras missed, proving that the combined approach meets Codex Alimentarius guidelines.
Nut Processing: Advanced AI Sorting for Almonds, Walnuts and More
Nuts present tougher challenges than cereals: shells, skins and natural oils create glare, while high value—up to 7 € per kilogram—makes every false reject costly. Modern 1200 mm belt sorters operate at 98.7 % accuracy for insect-damaged almonds, saving one mid-size factory roughly 270 000 € per season.
Precision Separation of Open vs Closed Nuts
Texture analysis scans for the raised lip that forms when an almond naturally opens. A 3-D snapshot with 0.05 mm depth resolution measures the opening angle; kernels above 30° are classified as open. Dynamic thresholds adjust for variety—Nonpareil almonds show thinner shells than Mission—so the line runs at 3.2 t h⁻¹ without manual tuning.
Edge-feature convolution filters focus on the suture line where the shell splits. These filters reduce false positives caused by mechanical scratches, cutting unwanted rejects from 2.8 % to 0.9 % during the first harvest week.
Defect Recognition Systems
Near-infrared spectroscopy at 1725 nm correlates strongly with peroxide value, a marker of rancidity. A regression model with an RMSEP of 0.14 meq O₂ kg⁻¹ enables the sorter to eject nuts whose lipids are still within legal limits but trending toward spoilage, extending finished-product shelf life by up to four months.
Colour segmentation detects the dark tunnel left by the navel orangeworm. Because the hole is often smaller than 0.5 mm, the AI engine magnifies the region of interest and applies a local adaptive threshold. Laboratory counts confirm that 99.4 % of infested kernels are removed while sound kernels are preserved.
Unique Challenges in Frozen Nut Processing
At –18 °C, traditional CMOS sensors suffer from noise drift. The solution is a heated optical bench kept at +5 °C by a closed-loop Peltier system. The temperature delta is small enough to prevent frost yet large enough to stabilise dark current below 50 electrons pixel⁻¹.
An air-knife de-icing stage blows ionised air at 25 m s⁻¹ across the belt every 30 seconds. The pulse duration is synchronised with the reject flap so that ice crystals are removed without disturbing product flow. After installation, false rejects caused by ice glare dropped from 1.6 % to 0.2 %.
Certification for Organic Production
Organic processors must prove absence of genetically modified material. Hyperspectral libraries record the 970 nm and 1450 nm water-absorption bands unique to each cultivar. A Mahalanobis-distance classifier flags any kernel whose spectral fingerprint deviates beyond three standard deviations, achieving 100 % GMO-free certification in third-party audits.
Cross-contamination with peanuts, a major allergen, is prevented by a validated wet-cleaning protocol. After every peanut batch, the belt runs a 60-second rinse cycle with 2 % sodium-carbonate solution. ATP swabs then verify residue below 2.5 µg cm⁻², satisfying both EU and USDA organic rules.
Frozen Foods: Maintaining Quality When the Thermometer Drops
Frozen vegetables and berries must be sorted without thawing. The key is to keep dwell time under 200 ms so that surface ice remains intact. A 1000 mm NIR belt sorter running at 4.5 m s⁻¹ achieves this while still capturing 12 spectral bands between 740 nm and 1070 nm.
Ice-crystal Detection and Frost Damage
Macro-crystals larger than 100 µm scatter light differently from micro-crystals. A ratio index (R₁₀₃₀ / R₉₇₀) above 1.15 indicates frost damage. Algorithms trained on 8 000 frozen pea samples reach 96 % sensitivity and 98 % specificity, enabling the line to discard only the affected pods while keeping healthy ones frozen.
Shape analysis also matters. Dehydrated edges curl upward, increasing the maximum Feret diameter. When this value exceeds the cultivar mean by 15 %, the piece is rejected. The combined spectral and morphological approach cuts customer complaints about freezer burn by 70 % within six months.
Foreign-body Removal in IQF Lines
Individual Quick Frozen lines often contain wood splinters or plastic pieces. Dual-energy X-ray transmission measures the effective atomic number; polyethylene has Zeff ≈ 5.5 while carrot has Zeff ≈ 7.4. The AI engine combines this with optical colour to reach a detection limit of 1 mm³ for blue plastic in sweet corn.
Validation uses calibrated test cards embedded with certified fragments. Over 50 consecutive runs, the system achieved 100 % removal of embedded wood and 98 % removal of clear plastic, surpassing the 95 % benchmark set by major retailers.
Energy-efficient Defrost Cycles
Condensation on lenses is prevented by pulsing 40 °C air for three seconds every 90 seconds. The cycle is triggered only when humidity sensors exceed 65 % RH, cutting energy use by 38 % compared with continuous heating. Annual savings for a 1500 mm line exceed 4 000 kWh.
Smart dampers redirect waste heat from compressors to the optical bench, further reducing external energy demand. The closed-loop design keeps the carbon footprint below 0.4 kg CO₂ per ton of product sorted, meeting the ISO 14064 target for food factories.
Hardware Architecture: Cameras, Ejectors and Conveyors Working as One
Modern full-spectrum sorters combine 4096-pixel InGaAs arrays with 0.8 mm ejector valves capable of 1200 Hz actuation. The latency from image capture to air blast is 1.8 ms, fast enough to remove a single discoloured corn kernel travelling at 5 m s⁻¹.
Sensor Fusion Strategies
Hyperspectral cubes are down-sampled to 10 key wavelengths before entering the neural network. This shrinks the data stream from 1.2 GB s⁻¹ to 180 MB s⁻¹, allowing real-time inference on an NVIDIA Jetson AGX Xavier with 32 TOPS of INT8 performance. The reduction step keeps latency below 2 ms while maintaining 99 % of the original spectral information.
Parallel RGB and laser triangulation channels add 3-D height data. Height maps compensate for belt vibration, ensuring that ejector timing remains accurate even when the belt surface oscillates ±0.5 mm. Field tests show a 0.3 % improvement in first-pass yield when height correction is active.
Modular Scalability
Processors can start with a 2-chute 128-channel unit handling 0.8 t h⁻¹ and later bolt on extra chutes to reach 12 chutes and 4.6 t h⁻¹. Firmware recognises the new hardware automatically and re-balances air pressure so that each ejector keeps the same momentum profile. Retrofit downtime averages only four hours.
Hot-swappable valve cartridges allow maintenance without stopping the belt. Each cartridge contains eight valves and can be replaced in 90 seconds. Mean time between failures for the cartridge is 18 000 operating hours, matching the interval for major belt service.
Data Science Pipeline: From Raw Pixels to Predictive Maintenance
Every rejected kernel is stored as a 256 × 256 pixel patch together with its spectral signature and timestamp. Over a year, a single line generates 3.2 TB of labelled data, enough to retrain the model monthly and detect drift before it harms quality.
Continuous Learning Workflows
Label noise is filtered by consensus: three separate annotators must agree on each defect class. Patches with low agreement are escalated to a senior agronomist. This crowdsourced approach keeps label accuracy above 99.5 %, ensuring that the model learns from ground truth rather than from human error.
Edge devices run TensorFlow Lite in 8-bit quantised mode. After each shift, the updated weights are uploaded to a central server where federated averaging merges knowledge from 20 lines worldwide. The global model is redeployed nightly, so a new mould signature found in South America improves detection in Europe within 24 hours.
Predictive Maintenance Algorithms
Vibration sensors on ejector valves log peak acceleration every 100 ms. A long short-term memory network trained on 18 months of data forecasts valve failure 72 hours in advance with 94 % precision. Maintenance crews receive a QR code that links to an augmented-reality overlay showing the exact valve to replace.
Camera temperature is monitored by an infrared micro-bolometer. When the delta between sensor and ambient exceeds 8 °C for more than 30 seconds, the system triggers a cool-down protocol. This simple rule prevents thermal runaway and extends sensor life from 28 000 hours to over 40 000 hours.
Future Outlook: Smarter Factories and Zero-waste Goals
By 2030, industry analysts expect AI sorters to achieve energy use below 0.2 kWh per ton and reject rates below 0.1 %. Integration with blockchain traceability and plant-wide digital twins will allow every consumer to scan a package and view the sorting signature of each ingredient inside.
Edge AI and 5G Connectivity
5G latency below 5 ms enables cloud assistance for rare defects that the edge model has never seen. When an unknown spectral signature appears, the device can request a remote GPU cluster to classify it within 200 ms, keeping the line running at full speed.
Edge AI also supports augmented-reality glasses for operators. A technician looking at a chute can see real-time defect counts floating above each valve, reducing troubleshooting time by 60 % according to pilot trials.
Circular Economy and By-product Valorisation
Rejected kernels rich in starch but low in mycotoxin are diverted to bio-ethanol plants, adding 120 € per ton in value. Shell fragments from nuts are ground and sold as industrial absorbents. These side streams transform former waste into profit, pushing the entire facility toward zero landfill.
Carbon accounting platforms now include AI-sorter metrics. Each batch receives a dynamic CO₂ score that updates as the machine learns to eject fewer good grains. Early adopters already report Scope 3 emission reductions of 4 %, a figure expected to double as algorithms mature.