AI sorters represent a groundbreaking advancement in industrial sorting technology, combining artificial intelligence with sophisticated optical sensors to achieve unprecedented accuracy in material separation. These intelligent machines utilize deep learning algorithms to analyze materials based on multiple characteristics beyond simple color recognition, including shape, texture, and even chemical composition. This comprehensive guide explores the fundamental principles, technological components, and practical applications of AI sorting systems across various industries, demonstrating how they outperform traditional methods through adaptive learning and precision engineering.
The Core Technology Behind AI Sorters
AI sorters integrate multiple advanced technologies to create a comprehensive material analysis system. At the heart of these machines lies a sophisticated combination of high-resolution cameras, specialized lighting systems, and powerful processing units that work in harmony to identify and separate materials with exceptional accuracy. The technology represents a significant leap from traditional sorting methods, offering dynamic adaptation to varying material conditions and continuous improvement through machine learning algorithms.
Advanced Sensor Technology and Imaging Systems
Modern AI sorters employ multi-spectral imaging technology that captures material characteristics across various wavelengths, including visible light, near-infrared, and sometimes even x-ray spectra. These systems can capture up to 5000 images per second, providing an incredibly detailed analysis of each particle passing through the detection zone. The sensors work under carefully controlled lighting conditions that eliminate environmental variables, ensuring consistent detection accuracy regardless of external factors. This advanced detection capability forms the foundation of modern sorting technology that revolutionizes industrial separation processes.
Artificial Intelligence and Machine Learning Integration
The artificial intelligence component utilizes deep neural networks that have been trained on extensive datasets of material samples. These networks continuously learn and improve their recognition capabilities with each processing cycle, adapting to new material variations and developing increasingly sophisticated pattern recognition abilities. This learning capability allows AI sorters to handle complex sorting tasks that would require constant manual adjustment in traditional systems, making them indispensable for modern manufacturing and recycling operations.
High-Speed Processing and Decision Making
Equipped with powerful processors specifically designed for real-time image analysis, AI sorters can make accurate sorting decisions within milliseconds. The system analyzes multiple parameters simultaneously, including color gradients, structural integrity, surface texture, and spectral signatures. This comprehensive analysis occurs at industrial processing speeds, ensuring that production rates remain high while maintaining exceptional sorting accuracy through precision acceleration technology.
Precision Ejection Systems
The final component in the sorting process involves highly accurate ejection mechanisms that physically separate identified materials. Most systems use precisely timed air jets that can activate within 0.1 milliseconds of a detection decision. These ejection systems feature multiple nozzles arranged in high-density arrays, allowing for selective removal of individual particles even when materials are closely spaced on the conveyor or chute system. The high-speed ejection technology ensures minimal product loss while maintaining maximum purity levels.
How AI Sorters Work: The Sorting Process
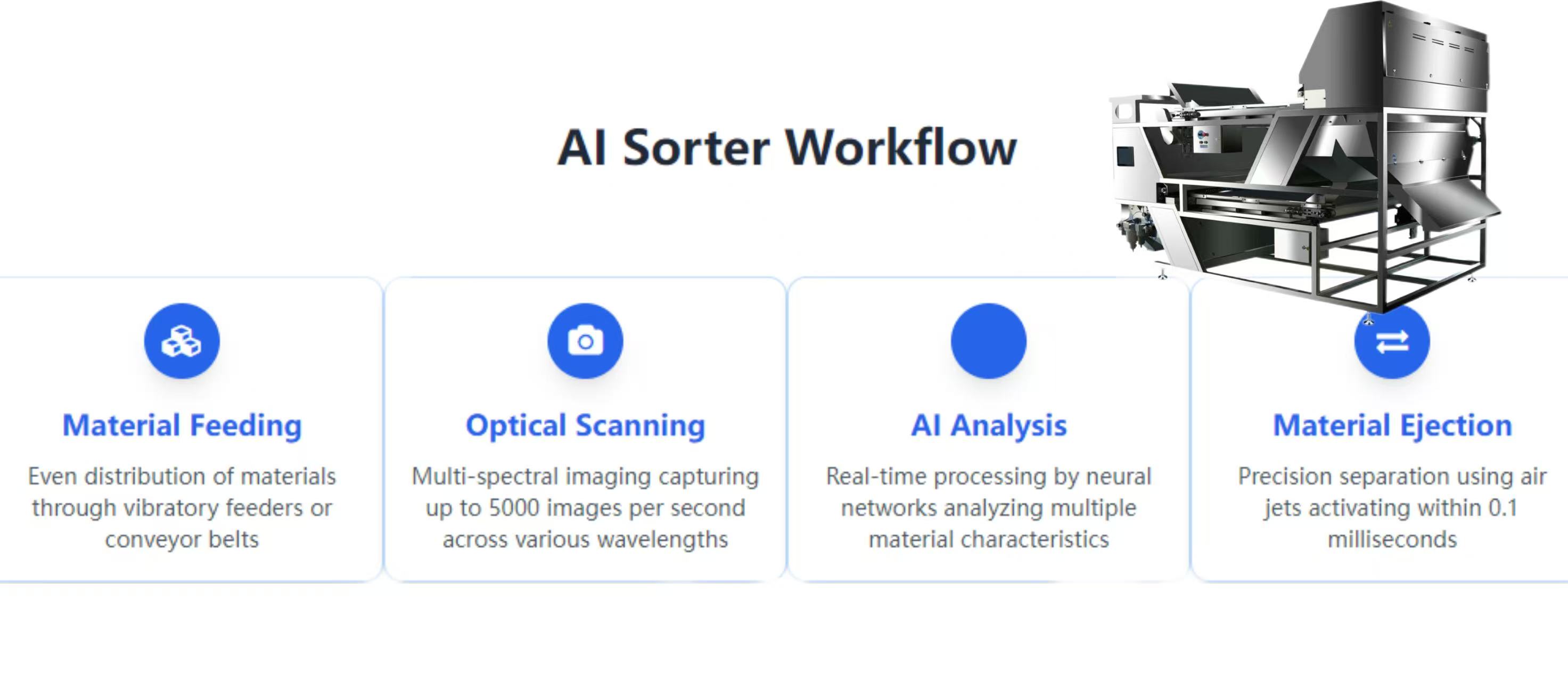
The operation of an AI sorter follows a meticulously engineered process that ensures optimal material handling and separation accuracy. Each step in this process has been refined through extensive research and development, resulting in systems that can maintain exceptional performance even in demanding industrial environments. The process begins with material preparation and continues through to final separation, with quality control mechanisms operating throughout.
Material Feeding and Preparation
Materials enter the sorting system through either vibratory feeders or conveyor belts, depending on the product characteristics and processing requirements. The feeding system ensures an even, single-layer distribution of materials across the scanning width, which is crucial for accurate detection. Specialized feeding mechanisms accommodate different material properties, from free-flowing grains to fragile products that require gentle handling. Modern systems incorporate smart material feeding technology that automatically adjusts to varying material characteristics.
Optical Scanning and Data Acquisition
As materials pass through the detection zone, they undergo comprehensive scanning by multiple sensors operating across different spectra. High-resolution cameras capture detailed images while additional sensors collect data on material properties that may not be visible to the human eye. The system maintains consistent lighting conditions through specialized illumination systems that eliminate shadows and provide uniform coverage across the entire scanning area. This multi-layered approach to data acquisition enables the system to make informed sorting decisions based on comprehensive material analysis.
Real-Time Analysis and Decision Making
The captured data undergoes immediate processing through the AI system's neural networks, which compare the material characteristics against learned parameters for acceptable and unacceptable items. The system makes sorting decisions based on multiple factors simultaneously, considering color variations, structural defects, size discrepancies, and compositional differences. This multi-parameter analysis ensures comprehensive quality control beyond simple visual inspection, leveraging the full potential of sensor-based sorting technology.
Selective Ejection and Collection
Following the analysis phase, the system activates precise ejection mechanisms to separate materials into accepted and rejected streams. The timing and positioning of these ejections are calculated with micron-level precision, ensuring that only the targeted materials are removed. The sorted materials then proceed to separate collection points, maintaining the purity of both accepted product and removed contaminants. This process demonstrates the remarkable efficiency of modern AI sorting technology in industrial applications.
Types of AI Sorting Machines
AI sorting technology has evolved to accommodate various material handling requirements and industry-specific challenges. The two primary configurations, chute-type and belt-type systems, offer distinct advantages for different applications and material characteristics. Understanding these variations helps in selecting the appropriate technology for specific sorting needs and operational environments.
Chute-Type AI Sorting Machines
Chute-type sorters utilize gravity-fed channels where materials slide down an inclined surface past optical sensors. These systems typically feature between 1 and 12 chutes with 64 to 768 individual detection channels, allowing for high-volume processing of free-flowing granular materials. The modular design enables scalability, with operations able to start with smaller units and expand as processing requirements grow. These systems are particularly effective for seeds, grains, and other materials that maintain consistent flow characteristics. The chute-type configuration offers excellent efficiency for specific agricultural and industrial applications.
Belt-Type AI Sorting Machines
Belt-type sorters employ conveyor systems to transport materials through the detection and ejection zones. Available in widths ranging from 300mm to 2800mm, these systems accommodate various production capacities and material types. The belt configuration provides gentle handling for fragile products while maintaining optimal presentation for accurate scanning. This design is particularly suitable for irregularly shaped items, delicate materials, and products that require stable positioning during the sorting process. Different belt-type models cater to specific industry requirements and production volumes.
Specialized Sorting Configurations
Beyond the basic chute and belt configurations, specialized AI sorters have been developed for particular industry requirements. These include systems equipped with additional sensor technologies such as X-ray detection for density analysis, laser scanners for precise dimensional measurement, and hyperspectral imaging for chemical composition analysis. These specialized systems address unique sorting challenges in industries ranging from recycling to pharmaceutical manufacturing. The integration of NIR technology enables advanced material identification based on chemical properties.
Hybrid and Custom Sorting Solutions
Many manufacturers offer custom-configured sorting systems that combine multiple technologies to address specific material challenges. These hybrid systems might integrate AI sorting with traditional methods, incorporate multiple sensor types, or feature specialized material handling components designed for unique product characteristics. Custom solutions ensure that operations can achieve their specific quality standards regardless of material complexity. For particularly challenging applications, X-ray sorting systems provide additional capabilities for density-based separation.
Applications Across Industries
The versatility of AI sorting technology enables its application across numerous industries, each with unique requirements and challenges. From food processing to recycling operations, these systems deliver unprecedented levels of accuracy and efficiency. The adaptive nature of AI algorithms allows single systems to handle multiple products or rapidly switch between different materials as production needs change.
Food Processing and Agricultural Products
In the food industry, AI sorters ensure product safety and quality by removing defects, foreign materials, and products that don't meet quality standards. These systems handle everything from grains and nuts to fruits and vegetables, identifying subtle defects that might escape human inspection. The technology can distinguish between acceptable variations in natural products and genuine defects, reducing false rejects while maintaining high quality standards. Specific agricultural sorting solutions address the unique needs of different crop types.
Recycling and Waste Management
Recycling facilities utilize AI sorters to separate different types of materials, including various plastics, metals, and paper products. These systems can identify materials based on their chemical composition through spectroscopic analysis, enabling precise separation even when materials look similar visually. This capability significantly improves the purity of recycled materials, increasing their value and expanding recycling possibilities for complex waste streams. Modern e-waste sorting systems can recover valuable materials from electronic waste with remarkable efficiency.
Pharmaceutical and Healthcare Products
The pharmaceutical industry employs AI sorting technology to ensure product purity and compliance with strict regulatory standards. These systems can detect and remove compromised tablets, capsules, or other medical products based on color variations, size discrepancies, or structural defects. The non-contact nature of optical sorting makes it ideal for maintaining sterility requirements in pharmaceutical manufacturing. The high accuracy of these systems helps manufacturers maintain the highest quality standards while minimizing product loss.
Benefits and Advantages of AI Sorting Technology
The implementation of AI sorting systems provides numerous advantages over traditional manual sorting or simpler automated methods. These benefits extend beyond basic separation accuracy to encompass operational efficiency, cost reduction, and quality improvement across various aspects of production and processing operations.
Enhanced Sorting Accuracy and Consistency
AI sorters achieve accuracy levels exceeding 99.9% in many applications, far surpassing human capabilities and consistent throughout extended operation periods. The systems maintain this high performance regardless of operator fatigue or environmental conditions, ensuring uniform product quality across production batches. This consistency is particularly valuable in industries with strict quality requirements or where product specifications must meet exacting standards.
Increased Operational Efficiency and Productivity
By automating the sorting process, AI systems can process materials at rates far exceeding manual operations while maintaining higher accuracy levels. This increased throughput translates directly to improved production capacity and reduced processing costs per unit. The continuous operation capability of automated systems further enhances overall productivity by eliminating downtime associated with shift changes or operator breaks.
Reduced Labor Costs and Operational Expenses
The automation of sorting tasks significantly reduces reliance on manual labor, leading to substantial cost savings in labor-intensive operations. Additionally, the precision of AI sorting minimizes product loss by accurately identifying only truly defective or unwanted materials, reducing waste and maximizing yield. These economic advantages make AI sorting technology an increasingly attractive investment for operations seeking to improve their competitive position.
Adaptability and Future-Proofing
The machine learning capabilities of AI sorters allow them to adapt to new materials, changing quality standards, or evolving product requirements without hardware modifications. This adaptability future-proofs investments in sorting technology, ensuring that systems remain effective even as products or processes change over time. The software-based nature of improvements means that systems can often be upgraded with new capabilities without replacing physical components.
Future Developments in AI Sorting Technology
The field of AI sorting continues to evolve rapidly, with ongoing research and development focused on enhancing capabilities, expanding applications, and improving accessibility. Several emerging trends indicate the direction of future advancements in this technology and its potential impact on various industries.
Integration with Industry 4.0 and IoT
Future AI sorting systems will increasingly integrate with broader industrial automation ecosystems, sharing data with other equipment and management systems. This connectivity will enable more comprehensive process optimization, predictive maintenance, and real-time quality monitoring across entire production lines. The integration of sorting data with enterprise resource planning systems will provide unprecedented visibility into material flows and quality metrics.
Advancements in Sensor Technology
Ongoing developments in sensor technology will expand the capabilities of AI sorters to detect increasingly subtle material characteristics. Improvements in hyperspectral imaging, terahertz scanning, and other advanced sensing technologies will enable identification based on chemical composition, moisture content, or other properties not currently detectable. These advancements will open new applications in food safety, pharmaceutical quality control, and advanced recycling.
Enhanced AI Capabilities and Learning Speed
Future iterations of AI sorting technology will feature more sophisticated neural networks capable of learning from smaller datasets and adapting more quickly to new materials. Reduced training requirements will make the technology accessible for smaller batch operations or applications with frequently changing products. These improvements will also enhance the systems' ability to handle complex sorting tasks that currently challenge even advanced AI algorithms.
Sustainability and Circular Economy Applications
As global focus on sustainability intensifies, AI sorting technology will play an increasingly important role in enabling circular economy models. Enhanced sorting capabilities will improve the efficiency of recycling processes, increase the purity of recycled materials, and enable recovery of valuable materials from complex waste streams. These applications will contribute significantly to reducing environmental impact and conserving natural resources across multiple industries.